 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Кабельні муфти
2. Розмір Г визначають за місцем приєднання.
Відстань між кільцевими, надрізами повинна становити 20 мм для кабелів напругою до 1 кВ, 25 мм — для кабелів на 6 і 10 кВ. Відстань між поздовжніми надрізами — 10 мм. Оболонку надрізають на половину її товщини спеціальними кабельними ножами (НКА, HKС тощо) з обмежувачем глибини різання.
Смугу оболонки, що утворилася між двома поздовжніми надрізами, видаляють (рис. 3, з), захопивши її плоскогубцями, після чого вручну видаляють усю оболонку на оброблюваній ділянці кабелю (рис. 3, и). Щоб зняти алюмінієву оболонку, застосовують ніж з різальними дисками. У цьому випадку поздовжніх, надрізів не роблять, а після кільцевих надрізів роблять спіральний надріз, для чого встановлюють ніж під кутом 45°, затискують оболонку між призмою і різальним диском, обертальними рухами надрізують її по спіралі (рис. 3, і), а потім видаляють за допомогою плоскогубців.
Операції обробки кабелю завершуються видаленням поясної паперової ізоляції та напівпровідникового (чорного) паперу, який розмотують від кінця кабелю і обривають (але не зрізають ножем) на відстані і (рис. 3, а) до обрізу свинцевої або алюмінієвої оболонки. Заповнювачі, розташовані між жилами кабелю, відрізають ножем, при цьому лезо ножа повинно бути спрямоване уздовж жил у бік необроблюваної частини кабелю. Кільцевий пояс над ступенем поясної ізоляції видаляють після з'єднання жил. Закінчивши обробку кабелю, переходять до підготовки його для з'єднування в муфті.
Послідовність операцій під час з'єднування і відгалуження жил кабелів
З'єднування і відгалуження струмопровідних жил виконують за допомогою спеціальних інструментів, різних пристроїв і приладдя.
Для з'єднування і відгалуження кабелів у чавунних муфтах заздалегідь вигинають жили оброблюваного кабелю вручну, якщо їх переріз до 25 мм2, або за допомогою дерев'яного конусного шаблона для жил великих перерізів. Під час ручного згинання кожну жилу окремо вигинають через великий палець однієї руки, щільно обхопивши при цьому другою рукою жили кабелю біля кільцевого поясу оболонки (рис. 4, а, б). Розміри дерев'яного шаблона вибирають залежно від перерізу жил, які згинають. Шаблон вставляють між жилами кабелю (рис. 4, в), а потім повільно просувають у напрямку до необробленої його частини, притримуючи при цьому другою рукою кабель, як і в разі ручного вигинання жил.
Вигнувши жили, зрізають і видаляють з них жильну ізоляцію на довжині, що дорівнює розміру Г (див. рис. 3, а). Біля місця зрізу жильну ізоляцію перев'язують суровою ниткою, щоб уникнути її розкручування при подальших операціях з'єднування жил кабелю.
З'єднування і відгалуження три- і чотирижильних кабелів здійснюють різними способами (табл. 3), які вибирають залежно від матеріалу і перерізу струмопровідних жил кабелів.
З'єднування і відгалуження струмопровідних жил кабелів слід виконувати з дотримуванням технології, яка забезпечує надійний електричний контакт і необхідну механічну міцність з'єднання. При виборі способу з'єднування потрібно враховувати: характерні особливості кожного із способів з'єднування; матеріали переріз з'єднуваних жил; наявність матеріалів та інструментів, необхідних для виконання з'єднання; можливість здійснення, даного способу внаслідок конструктивних особливостей з'єднання або муфти.
Нижче наводиться стисла характеристика кожного із зазначених у табл. 24 способів з'єднування струмопровідних жил кабелів.
Паяння є одним з найпоширеніших способів з'єднування струмопровідних жил кабелів між собою. Суть його полягає в тому, що розігрітий до рідкого стану припій проникає в метал з'єднуваних жил, а потім, застигаючи, утворює механічно міцне з'єднання. Для з'єднування паянням алюмінієвих жил застосовують припої А, ЦО-12, ЦА-15, ЦМО, П тощо, а для з'єднування мідних жил — припої ПОС-30, ПОС-40 та ПОС-50.
Під час паяння алюмінієвих жил з їх поверхні слід попередньо видалити плівки оксидів, які перешкоджають проникненню припою в метал і створенню щільного контакту в місці з'єднання.
З'єднування паянням здійснюють із застосуванням флюсів, паяльних жирів і паст: каніфолі, паяльного жиру № 1, № 5 тощо — для мідних жил; KM-1, АФ-4А, ВАМІ, кварцовазелінової пасти — для алюмінієвих жил.
Опресовування є кращим із застосовуваних способів з'єднування алюмінієвих жил кабелів напругою до 1 кВ. Опресовування виконують із застосуванням гільз та опресовувальних механізмів.

Рис 4. Послідовність операцій згинання жил кабелю (а, б, в)
Таблиця 4. Галузі застосування способів з'єднування і відгалуження жил три- і чотирижильних кабелів напругою до 1 кВ
| Характеристика способу |
Діапазон перерізів жил, мм2 |
Вказівки щодо застосування способу |
| Кабелі з алюмінієвими струмопровідними жилами | ||
| З'єднування термітним зварюванням із застосуванням патронів типу А | 16-240 | Слід застосовувати |
| З'єднування опресуванням із застосуванням гільз | 16-95 | Рекомендується |
|
З'єднування паянням: безпосереднім сплавлянням припою поливанням |
16-150 16-240 |
Допускається Рекомендується |
| З'єднування газовим зварюванням у відкритих формах | 16-240 | Допускається |
| З’єднування електрозварюванням контактним розігріванням у відкритих формах (зварювання в стик) | 16-240 | Те саме |
| Відгалуження газовим зварюванням у відкритих формах | 16-240 | Слід застосовувати |
|
Відгалуження паянням із ступінчастою обробкою жил: безпосереднім сплавлянням припою поливанням |
16-95 |
Допускається Рекомендується |
| Кабелі з мідними струмопровідними жилами | ||
| З'єднування опресовуванням із застосуванням гільз типу ГМ | 16—240 | Слід застосовувати |
| З'єднування паянням із застосуванням гільз типу ГМ | Рекомендується | |
| Відгалуження паянням із застосуванням гільз типу ГОН і ГОР | 16—185 | Слід застосовувати |
![]() Газове і
електричне зварювання допускається застосовувати для з'єднування алюмінієвих жил
кабелів перерізом 16-240 мм2. Для газового зварювання використовують
теплоту спалюваного газу (пропан-бутану тощо), яка досягає температури 2300°С і
вище, а для електрозварювання—теплоту, яка виділяється; в ділянці, що має
великий опір, у момент проходження через неї струму зварювання в кілька сот
ампер. Газове і електричне зварювання здійснюють із застосуванням екранів, які
захищають ізоляцію поблизу ділянки зварювання від прямого впливу високої
температури, а також охолоджувачів, призначених для відведення теплоти від
зварюваних жил.
Газове і
електричне зварювання допускається застосовувати для з'єднування алюмінієвих жил
кабелів перерізом 16-240 мм2. Для газового зварювання використовують
теплоту спалюваного газу (пропан-бутану тощо), яка досягає температури 2300°С і
вище, а для електрозварювання—теплоту, яка виділяється; в ділянці, що має
великий опір, у момент проходження через неї струму зварювання в кілька сот
ампер. Газове і електричне зварювання здійснюють із застосуванням екранів, які
захищають ізоляцію поблизу ділянки зварювання від прямого впливу високої
температури, а також охолоджувачів, призначених для відведення теплоти від
зварюваних жил.
Термітне зварювання — один з найдосконаліших способів з'єднування алюмінієвих жил кабелів. Термітне зварювання здійснюють із застосуванням патронів А. Термітний патрон підпалюють спеціальним сірником, який створює під час горіння необхідну Для підпалювання термітного розчину патрона температуру, близьку до 1000 °С. При зварюванні жил у термітному патроні ізоляцію жил захищають від впливу високої температури.
3.2 Заземлення кабелів
Довжину заземлюючого проводу вибирають такою, щоб цим проводом можна було з'єднати оболонку і бронепокриття кабелю та приєднати його до контактної площадки муфти.
Заземлення кабелів, з'єднаних у чавунній з'єднувальній муфті, виконують двома відрізками гнучких мідних проводів таких перерізів.
|
Переріз заземлюючих проводів, мм2 (не менше) |
Переріз струмопровідних жил кабелів, мм2 |
|
6 10 16 25 |
до 10 16, 25, 35 50, 70, 95, 120 150, 185, 240 |
Заземлюючий провід приєднують до оболонки і бронепокриття кабелю паянням, виконуючи його в такій послідовності. Зачищають сталевою щіткою до металевого блиску бронепокриття і свинцеву оболонку кабелю та облуджують їх, припоєм ПОС-30, а алюмінієву оболонку кабелю — припоєм А. Сплющують один кінець заземлючого проводу і припаюють його до оболонки та бронепокриття одного з кабелів. Крім паяння заземлюючий провід, міцно прикріплюють до оболонки і бронепокриття двома банданець заземлюючого проводу і припаюють його до оболонки та бронепокриття складається із сталевих стрічок, то провід заземлення припаюють до обох стрічок, якщо ж бронепокриття виконана плоским або круглим дротом, то провід заземлення припаюють до-всіх-дротин по колу кабелю. Обмежуватися лише паянням або лише кріпленням заземлюючого провідника бандажами забороняється.
Для приєднання, заземлюючого проводу до контактної площадки муфти на його вільний кінець приварюють або напресовують наконечник. Аналогічно приєднують і окінцьовують наконечником заземлюючий провід другого із з'єднуваних кабелів.
Після завершення операції з'єднування струмопровідних жил кабелів і приєднання до них заземлюючих проводів переходять, до монтажу з'єднувальної муфти.
3.3 Монтаж чавунних з'єднувальних муфт
Монтаж чавунних муфт починають з очищення обох її половинок від бруду та іржі і попереднього примірювання на ділянці з'єднання. Встановивши під з'єднаними жилами нижню половину муфти, відмічають на кабелі ділянки, де будуть розташовані горловини муфти і, видаливши половину муфти, накладають на ці ділянки підмотку з кількох шарів просмоленої стрічки. Діаметр підмотки повинен бути дещо більшим за внутрішній Діаметр горловин муфти, щоб створити необхідне ущільнення в місцях входу кабелів у муфту.
Далі встановлюють на ділянці з'єднання нижню половину муфти так, щоб підмотки із смоляної стрічки опинилися над горловинами муфти, і приєднують до контактних площадок наконечники заземлюючих проводів. Потім вкладають у паз нижньої половини муфти ущільнювальну прокладку з провареного, в бітумній мастиці прядив'яного канатика, накривають її верхньою половиною муфти і міцно скріплюють болтами, стежачи за тим, щоб болти затягувалися рівномірно для уникнення перекосу половинок муфти.
Як ущільнювальна прокладка в муфті може бути використана також маслостійка гума або проварена в бітумній мастиці пряжа "подушки", знята з кабелю під час його обробки.
Однією з найвідповідальніших операцій монтажу муфти є заливання її кабельною мастикою. Неправильне заливання муфти буває найчастішою причиною пробивання ізоляції між її жилами в місці з'єднання внаслідок накопичення вологи в муфті.
Заключну операцію — заливання чавунної муфти — виконують після розігрівання її і кабельної мастики. Полум'ям газового паль-ника підігрівають муфту до 60-70 °С, підносять до неї розігріту в спеціальному відрі до 160-180 °С кабельну мастику МБ-70 або МБ-90 і заливають нею внутрішню порожнину муфти спочатку на 3/3 і на 3/4, а потім повністю. Після завершення, заливання кабельна мастика повинна охолонути до 35-30 °С. Під час охолодження кабельної мастики дещо зменшується її об'єм (відбувається усадження), тому після охолодження муфти здійснюють остаточне доливання мастики.
Склади кабельних мастик вибирають залежно від місцевих умов. Після доливання муфти вкладають проварений у бітумній мастиці канатику паз, який проходить по периметру заливального отвору, закривають заливальний отвір кришкою і кріплять її гвинтом. Для збільшення герметичності з'єднань муфту, прокладену в землі, двічі вкривають (обмазують або обливають), бітумною мастикою МВ-70, підігрітою до 130 °С.
Технологія виконання, операцій відгалуження кабелів у чавунних відгалужувальних муфтах Оу, От і Ок мало чим відрізняється від операцій, виконуваних при їх з'єднуванні. Ці відмінності полягають переважно в тому, що відгалуження струмопровідних жил виконують за допомогою рознімних або нерознімних Т-подібних гільз, які складаються з двох частин: прямої, де розміщується жила-основного кабелю, і відгалужувальної, куди вводиться жила відгалужувального кабелю.
До кожного з кабелів, що знаходяться у відгалужувальній муфті, приєднують окремий заземлюючий провід, які це робиться в разі з'єднування кабелів у чавунній муфті, а потім проводи заземлення всіх кабелів кріплять разом болтами, які з'єднують обидві половини муфти, оскільки у відгалужувальних муфтах контактних площадок немає.
3.4 З'єднування кабелів у свинцевих муфтах
Свинцеві муфти застосовують для з'єднування високовольтних кабелів напругою 6, 10 кВ і вище. Їх виготовляють із свинцевих труб відповідного діаметра шляхом обробки в процесі монтажу.
Свинцевим муфтам присвоєні буквені й цифрові позначення: буквені СС, що означають "з'єднувальні свинцеві", і цифрові j60, 70, 80, 90, 100 і 110, що вказують діаметр кабелю, на який розрахована муфта.
Муфти бувають шести типорозмірів (СС-60, СС-70, СС-80 і т. д.). Типорозміром муфти визначається також діапазон перерізів жил кабелів, які допускаються до з'єднування в даній муфті за певних значень напруги кабелів. Операції обробки кінців кабелів, монтованих у свинцевій муфті, та з'єднування їх струмопровідних жил принципово не відрізняються від аналогічних операцій, виконуваних під час монтажу кабелів у чавунній муфті. Після обробки і з'єднування-жил здійснюють подальший монтаж свинцевої муфти. Обривають ступінчасто паперову ізоляцію на оброблюваній ділянці за допомогою сталевої струни з важками (рис. 80, а) на довжині 16 мм (для кабелів 6 кВ) і 24 мм (для кабелів 10 кВ).
Ізолюють з'єднання паперовими просоченими стрічками з роликів і рулонів завширшки; 5 мм —між гільзою і ступенями заводської ізоляції; 10 мм — поверх гільзи до верхнього рівня заводської ізоляції і додатково 6-7 шарів над місцем з'єднання та по заводській ізоляції (рис. 80, б); 50 мм — на всій ділянці з'єднання. Окремо ізольовані жили зближують і закріплюють спільнім паперовим бандажем, намотуваним з рулону завширшки 50 або 100 мм. Бандаж перев'язують у двох місцях бавовняною пряжею.
Видаляють кільцеві пояски оболонки над поясною Ізоляцією кабелів, а потім розбортовують оболонку кожного кабелю (рис. 80, в) і обпилюють напилком для. з'єднування з муфтою та забезпечення плавного переходу напруженості електричного поля від діаметра до ізоляції кабелю до діаметра по ізоляції муфти. Під час обробки ізоляції жил, накладання паперової ізоляції на жили і розбортовування оболонки кабелів усю ділянку з'єднання обпарюють 1-2 рази кабельною мастикою МП-1, підігрітою до 130 °С, для видалення з неї вологи, бруду та залишків металу, а також для відновлення втрат кабельної просочувальної мастики і, отже, відновлення ізоляції кабелю.
Обколочують дерев'яним валиком один, а потім другий кінець труби (рис. 80, є), надаючи їм сферичної форми, так, щоб кінці муфти, що утворилася, сполучались по всьому колу з кромками розбортованих оболонок з'єднуваних кабелів.
З'єднують паянням муфту з оболонками кабелю (рис. 80, д), стежачи за тим, щоб тривалість паяння не перевищила 2-3 хв.
Вирізають у муфті (рис. 80, є) два заливальних отвори у вигляді рівнобічних трикутників із сторонами 25-30 мм і тимчасово відгинають язички, що утворилися, до корпусу муфти.
Розігрівають муфту швидким полум'ям паяльної лампи до 40-30 °С і вливають у неї (через лійку, вставлену у заливальний отвір) кабельну мастику МБ, розігріту до 170-180 °С. Кабельну мастику вливають в один із заливальних отворів доти, доки в мастиці, що витікає з іншого отвору, не припиниться виділення бульбашок повітря й піни. В міру охолоджений і усадки .Мастики в муфту через обидва отвори вливають додаткову кількість мастики до остаточного заповнення муфти. Після цього язички на муфті відгинають, закриваючи таким чином заливальні отвори, і запаюють.
Повністю змонтовану муфту заземлюють одним куском гнучкого мідного проводу, приєднуваного паянням і дротяними бандажами до оболонок та бронепокрить обох кабелів, а також до корпусу муфти (рис, 80, є).
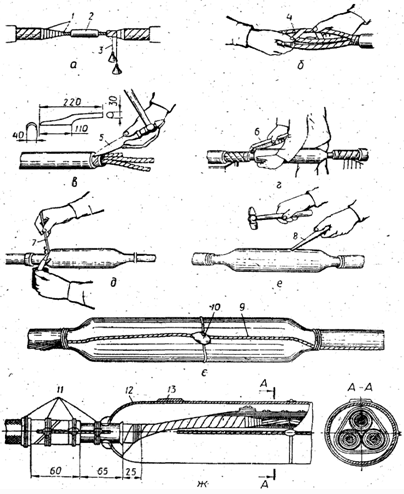
Рис 5. Монтаж свинцевої з'єднувальної муфти кабелів напругою 6 і 10 кВ:
а, б, в, г, д, е, є, ж — послідовність операцій; 1 — ступені обробки заводської ізоляції; 2 – гільза; 3 — сталева струна з важками; 4 — паперова стрічка; 5 — розбортування; 6 — дерев'яний валик; 7 — паличка припою; 8 — ніж; 9 – заземлюючий провід; 10 — ділянка приєднайся заземлюючого проводу до корпусу муфти; 11 — дротяні бандажі; 12 — корпус муфти; 13 — заливальний отвір, закритий пластиною свинцю
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |