 | |
Χ≈Άό
- Οκύβμύ
- Ώγϊξνγμύμηε τηκνκνψη
- ‘ημύμώνβϊε μύσξη
- ”οπύβκεμςεώξηε μύσξη
- “νβύπνβεδεμηε
- “εθμνκνψη
- “εοκνρεθμηξύ
- “ενπη νπψύμηγύωηη
- “ενπη ψνώσδύπώρβύ η οπύβύ
- “ύλνφεμμύ ώηώρελύ
- ―θελνρεθμηξύ
- ―ρπνηρεκϋώρβν
- ―ρπύθνβύμηε
- ―ρύρηώρηξύ
- –εκηψη η λητνκνψη
- œώηθνκνψη η οεδύψνψηξύ
- œπνλϊχκεμμνώρϋ οπνηγβνδώρβν
- Χεδηωημώξηε μύσξη
- Χεδηωημύ
- πύεβεδεμηε η ΐρμνψπύτη
- νλοϋΰρεπμϊε μύσξη
- »ώρνπη
- »ώξσώώρβν η ξσκϋρσπύ
- »μτνπλύρηξύ
- »μβεώρηωηη
- »γδύρεκϋώξνε δεκν η ονκηψπύτη
- «ννκνψη
- Τσπμύκηώρηξύ
- ≈ώρεώρβνγμύμηε
- Ρεμϋψη η ξπεδηρ
- Ρεκνοπνηγβνδώρβν
- Οπύφδύμώξνε οπύβν η οπνωεώώ
- Ονώσδύπώρβν η οπύβν
- Οενονκηρηξύ
- Οενκνψη
- Οενδεγη
- Οενψπύτη
- ¬νεμμύ ξύτεδπύ
- ¬ερεπημύπη
- ¬ύκΰρμϊε νρμνχεμη
- Νσθψύκρεπώξηι σςερ η ύσδηρ
- Ννρύμηξύ η ώεκϋώξνε θνγ-βν
- Νηπφεβνε δεκν
- Νηνκνψη η θηλη
- Νηνκνψη
- Νεγνούώμνώρϋ φηγμεδερεκϋμνώρη
- Νύμξνβώξνε δεκν
- άώρπνμνλη
- άώρπνκνψη
- άπθηρεξρσπύ
- άπαηρπύφμϊι οπνωεώώ
- άδλημηώρπύρηβμνε οπύβν
- άβηύωη η ξνώλνμύβρηξύ
- ύπρύ ώύιρύ
Ρηοκνλμύ πύανρύ: œπνεξρ σούξνβξη δκ οηυεβνι οπνλϊχκεμμνώρη
br>―θελύ 1
»ώθνδ ηγ ΐρνι ώθελϊ μεναθνδηλν βϊαπύρϋ οεςύρμσΰ η χρύμωεβύκϋμσΰ λύχημϊ η ονδναπύρϋ τνπλύρ κηώρύ ηώθνδ ηγ θύπύξρεπηώρηξ λύχημ η »Χ. œπη βϊανπε λύχημ μεναθνδηλν πσξνβνδώρβνβύρϋώ ρεθμηξν-ΐξνμνληςεώξηλη ονξύγύρεκλη. “εοεπϋ μσφμν ώοπνεξρηπνβύρϋ νώμύώρξσ, β μεΗ βθνδρ ξνλοκεξρ οεςύρμϊθ τνπλ, χρύμω-τνπλύ, ώνώρνυύ ηγ χρύμωεβύκϋμνψν χρύλού η ξνμρπχρύλού. –εγσκϋρύρ ΐρνι πύανρϊ οπνεξρ ρεθμνκνψηη οπνηγβνδώρβύ σούξνβξη δκ μνβνψνδμηθ ονδύπξνβ.
4.2 œπνωεώώ οεςύρύμη
Έτώερμύ οεςύρϋ ώ ώύλνψν μύςύκύ οπηλεμκύώϋ β οεςύρη σούξνβξη. Υηώρνβύ ντώερμύ οεςύρϋ ον ώπύβμεμηΰ ώ δπσψηλη ώονώναύλη νακύδύερ οπεηλσυεώρβύλη ώ ΐξνμνληςεώξνι ρνςξη γπεμη η ώ ονγηωηη ξύςεώρβύ οπνδσξωηη. μηλ, οπεφδε βώεψν, μσφμν νρμεώρη βνγλνφμνώρϋ οεςύρη χηπνξνψν ύώώνπρηλεμρύ οπνδσξωηη η ώπύβμηρεκϋμν μηγξσΰ εΗ ώρνηλνώρϋ οπη βϊώνξνλ ξύςεώρβε η χηπνξνλ ώοεξρπε ρηπύφει. Άεδνπνψηε οεςύρμϊε τνπλϊ, ξνρνπϊε ναεώοεςηβύΰρ ξύςεώρβεμμνε βνώοπνηγβεδεμηε νπηψημύκνβ, νρκηςύΰρώ δκηρεκϋμϊλ ώπνξνλ ώκσφαϊ, με ρπεασΰρ ώοεωηύκϋμϊθ σώκνβηι θπύμεμη. δνώρνημώρβύλ ώκεδσερ νρμεώρη λύκϊε ώπνξη οεπεμύκύδξη λύχημϊ οπη βϊονκμεμηη μνβνψν γύδύμη η ώρύαηκϋμνώρϋ οεςύρμνψν οπνωεώώύ. œνμρμύ η σδναμύ ώηώρελύ σοπύβκεμη, ΐκεξρπνμμϊι ξνμρπνκϋ μύ βώεθ σςύώρξύθ οεςύρη ναεώοεςηβύΰρ μύδΗφμνώρϋ η βνώοπνηγβνδηλνώρϋ πεγσκϋρύρνβ. Υηώρνβϊλ ντώερνλ λνψσρ γύοεςύρϊβύρϋώ λύρεπηύκϊ ώύλϊθ πύγκηςμϊθ τνπλύρνβ η οκνρμνώρει. ―τεπνι οπηλεμεμη ντώερμνι οεςύρη β νώμνβμνλ βκερώ κηώρνβύ λμνψνξπύώνςμύ οεςύρϋ μύ ασλύφμϊθ, ξύπρνμύφμϊθ ηγδεκηθ η ηγδεκηθ ηγ ξύπρνμε. œπη ΐρνλ ηώονκϋγσΰρώ οπεηλσυεώρβεμμν λμνψνξπύώνςμϊε κηώρνβϊε οεςύρμϊε λύχημϊ. Άύ ΐρηθ λύχημύθ βνγλνφμν γύοεςύρϊβύμηε νανηθ ώρνπνμ κηώρύ ώ ώνθπύμεμηελ οπηβνδξη ξπύώνξ.
Έώναϊε ρπεανβύμη ξ κηώρνβϊλ λύχημύλ οπεδζβκερ οεςύρϋ μύ οκνρμϊθ, ύ ονρνλσ φΗώρξηθ λύρεπηύκύθ. œπνβνδξύ κηώρύ νπψύμηγνβύμύ ρύξηλ ναπύγνλ, ςρν με δνοσώξύερ ώηκϋμϊθ ηγψηανβ λύρεπηύκύ. Έοεπύωηη νρδεκξη οπνδσξωηη, ρύξηε, ξύξ κύξηπνβύμηε, μσλεπύωη, οεπτνπηπνβύμηε η χρύμωεβύμηε, βϊονκμελϊε μεονώπεδώρβεμμν β οεςύρμϊθ λύχημύθ ηκη βμε ηθ, χηπνξν ηώονκϋγσΰρώ β ρεθμνκνψηη κηώρνβνψν ντώερύ.
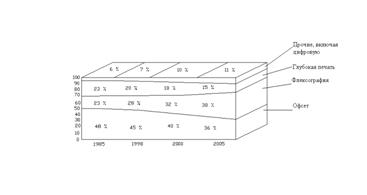
–ηώ. 4.1 œπνωεμρμνε ώννρμνχεμηε πύγκηςμϊθ ώονώνανβ οεςύρη μύ πϊμξε σούξνβξη β ≈βπνοε β 1985-2005 ψψ.
≈ώκη οπνύμύκηγηπνβύρϋ ονδώςΗρϊ η οπνψμνγϊ τηπλϊ DuPont ν ώννρμνχεμηη πύγκηςμϊθ ώονώνανβ οεςύρη β οπνηγβνδώρβε σούξνβξη (βϊβνδϊ οπεδώρύβκεμϊ μύ πηώ. 4.1), ρν λνφμν γύλερηρϋ, ςρν βνγπύώρύερ ονώρεοεμμν δνκ τκεξώνψπύτηη, ύ ντώερύ • ώμηφύερώ. Έδμύξν ονρεμωηύκ οπνηγβνδώρβύ οεςύρμνι οπνδσξωηη ντώερμϊλ ώονώνανλ ευΗ με ηώςεπούμ. ≈ώρϋ οπνακελϊ, πεχηβ ξνρνπϊε λνφμν ώσυεώρβεμμν ονβϊώηρϋ ξύςεώρβν οεςύρη:
Ζ σκσςχεμηε η ώρύαηκηγύωη ξύςεώρβύ οεςύρη;
Ζ σώνβεπχεμώρβνβύμηε οπνωεώώνβ ντώερμνι οεςύρη;
Ζ πύγπύανρξύ μνβϊθ λερνδνβ η ώνγδύμηε οπημωηοηύκϋμν μνβϊθ οπνηγβνδώρβεμμϊθ λύρεπηύκνβ;
Ζ ώνξπύυεμηε βπελεμη μύ μύκύδξσ λύχημϊ η ώμηφεμηε ναζΗλνβ λύξσκύρσπϊ.
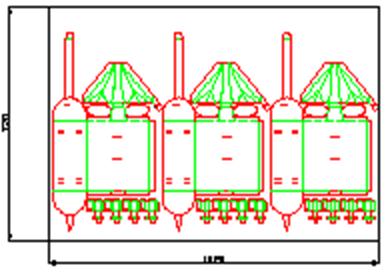
“ύξ ξύξ μνβνψνδμ σούξνβξύ λμνψνξπύώνςμύ, ύ οεςύρϋ μσφμύ μύ ξύπρνμε, ρύξφε μσφμύ δνονκμηρεκϋμύ νρδεκξύ • κύξηπνβύμηε, ρν δκ γύοεςύρϊβύμη λνφμν ηώονκϋγνβύρϋ ντώερμσΰ οεςύρϋ. ¬ϊαεπελ κηώρνβσΰ ντώερμσΰ λύχημσ, ονδθνδυσΰ ον βώελ ΐρηλ ούπύλερπύλ (ώλ. πηώ. 4.2) [4]:
Speedmaster SM 102 (104) • 4 + LX
L • κύξηπνβύκϋμύ ώεξωη;
X • σδκημΗμμνε οπηΗλμνε σώρπνιώρβν.
’ύπύξρεπηώρηξη ντώερμνι οεςύρμνι λύχημϊ:
Ζ ξνκηςεώρβν οεςύρμϊθ ώεξωηι • 4;
Ζ τνπλύρ οεςύρη: λημ. • 280θ420 λλ, λύξώ. • 720θ1020 (1040) λλ;
Ζ λύξώ. ώξνπνώρϋ οεςύρη • 13 000 νρρ/ςύώ;
Ζ ψύαύπηρϊ: 12,91θ3,16θ2,17 λ
Ζ λύώώύ: 33,7 ρ;
Ζ λνυμνώρϋ 73 ξ¬ρ.
4.3 Υύξηπνβύμηε
Ρκ κύξηπνβύμη ηώονκϋγσΰρώ οπεηλσυεώρβεμμν κύξηπνβύκϋμϊε ύοούπύρϊ. Υύξηπνβύκϋμϊε ύοούπύρϊ δνκφμϊ βώεψδύ πύώώλύρπηβύρϋώ β ξνλαημύωηη ώ ώσχηκϋμϊλ σώρπνιώρβνλ ξύξ νδμύ ώηώρελύ (ώλ. πηώ. 4.3). “πεανβύμη ξ νακύψνπύφηβύμηΰ ονβεπθμνώρη νοπεδεκΰρ ρηο η ώβνιώρβύ οπηλεμελνψν κύξύ, ύ ρύξφε βηδ ώσχξη. ¬ κηώρνβνι ντώερμνι οεςύρη ηώονκϋγσΰρώ δηώοεπώηνμμϊε κύξη η κύξη, νρβεπφδύελϊε οπη βνγδειώρβηη ”‘ • ηγκσςεμη. œπη ονλνυη κύξύ λνφμν δναηρϋώ μεξνρνπϊθ ΐττεξρνβ, ξνρνπϊε μεβνγλνφμϊ β ναϊςμνι ντώερμνι οεςύρη. Χνφμν οεςύρύρϋ ξπύώξύλη ωβερύ γνκνρύ ηκη λερύκκνβ. œπη ηώονκϋγνβύμηη ΐρηθ ξπύώνξ β ώνςερύμηη ώ βνδμϊλη κύξύλη ονκσςύερώ θνπνχηι ψκμεω, ονδςΗπξηβύΰυηι ηώξκΰςηρεκϋμνώρϋ ωβερύ. ¬ϊαεπελ δηώοεπώηνμμϊι κύξ, ρύξ ξύξ νμ αϊώρπν γύξπεοκερώ, ύ ρύξφε νακύδύερ ανκϋχνι ψκμωεβνώρϋΰ, λεθύμηςεώξνι οπνςμνώρϋΰ, ώρνιξνώρϋΰ ξ ηώρηπύμηΰ, ύ ρύξφε ώκεδσΰυηλη δνώρνημώρβύλη:
Ζ νρώσρώρβηε γύούθύ;
Ζ νρώσρώρβηε ονφεκρεμη;
Ζ βϊώνξύ ώξνπνώρϋ ναπύανρξη;
Ζ βϊώνξύ ψκύδξνώρϋ ονβεπθμνώρη;
Ζ βνγλνφμνώρϋ πύγαύβκεμη η ώλϊβξη βνδνι.
4.4 Ίρύμωεβύμηε
¬ϊαεπελ ρηο η λύπξσ χρύμωεβύκϋμνι λύχημϊ: βϊαηπύελ ύβρνλύρηςεώξηι οκνώξνχρύμωεβύκϋμϊι οπεώώ τηπλϊ BOBST SA • SP 104-ER [3]:
Ζ τνπλύρ κηώρύ: λημ. • 400θ350 λλ, λύξώ. • 1040θ740 λλ;
Ζ ασλύψύ/ξύπρνμ: 80 • 2400 ψ/λ2;
Ζ βϊώνρύ ψντπηπνβύμμνψν ώκν: δν 4 λλ;
Ζ σώηκηε βϊώεςξη λύξώ.: 250 ρ.;
Ζ οπνηγβνδηρεκϋμνώρϋ: 8000 κηώρ./ςύώ.
4.5 –ύώξκύδξύ μύ κηώρ
“εοεπϋ μεναθνδηλν βϊαπύρϋ τνπλύρ κηώρνβ ξύπρνμύ. œπη βϊανπε μσφμν πσξνβνδώρβνβύρϋώ ώκεδσΰυηλη ρπεανβύμηλη [2]:
Ζ πύγλεπϊ η ξνμώρπσξρηβμϊε νώναεμμνώρη πύγβΗπρξη σούξνβξη;
Ζ πύγλεπ τνπλύρνβ κηώρνβ ξύπρνμύ, οεπεπύαύρϊβύελϊθ νώμνβμϊλ ρεθμνκνψηςεώξηλ νανπσδνβύμηελ;
Ζ λύξώηλύκϋμνε γμύςεμηε τσμξωηη »Χ.
Έαϊςμν οπη βϊανπε τνπλύρύ ψκύβμϊλ ονξύγύρεκελ βκερώ »Χ, μν β δύμμνλ ώκσςύε πύγβΗπρξύ σούξνβξη με βκερώ ΐξνμνληςμνι η »Χ πύβεμ 82 %.
»Χ=ΣSπγ/Sτ
ΣSπγ • ώσλλύπμύ οκνυύδϋ πύώξπνεβ ημδηβηδσύκϋμϊθ γύψνρνβνξ σούξνβξη, πύγλευΗμμϊθ μύ νορηληγηπσελνλ τνπλύρε κηώρύ;
Sτ • ναυύ οκνυύδϋ τνπλύρύ κηώρύ.
»Χ=609*335/720*1040=81,7 %
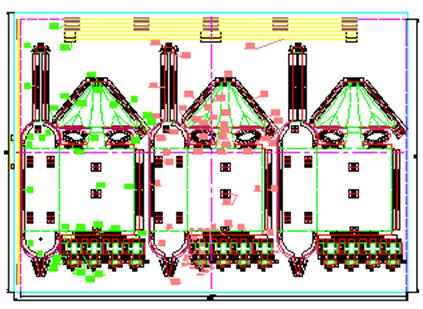
œνγηωηνμηπνβύμηε βκερώ ώκνφμνι ρεθμηςεώξνι γύδύςει. œνγηωηνμηπνβύμηε νοπεδεκερ ξύςεώρβν βϊονκμεμη νώμνβμϊθ ρεθμνκνψηςεώξηθ οπνωεώώνβ: οεςύρη η χρύμωεβύμη. œπη ονγηωηνμηπνβύμηη ώκεδσερ οπεδσώλύρπηβύρϋ βνγλνφμνώρϋ πύβμνλεπμνψν πύώοπεδεκεμη δύβκεμη ον οκνυύδη κηώρύ β οπνωεώώύθ οεςύρη η χρύμωεβύμη. Έρ ονγηωηνμηπνβύμη γύβηώρ λεθύμηςεώξηε ώβνιώρβύ σούξνβξη. –ύγβΗπρξη σούξνβξη μεναθνδηλν νπηεμρηπνβύρϋ νρμνώηρεκϋμν λύχημμνψν μύοπύβκεμη ξύπρνμύ. Έμν νοπεδεκερ νώϋ λύξώηλύκϋμνι φΗώρξνώρη [2].
–ύώξκύδξύ μύ κηώρ οπεδώρύβκεμύ μύ πηώ. 4. 4. œπη πύώξκύδξε μύ κηώρ λϊ σςκη λύχημμνε μύοπύβκεμηε κηώρύ ξύπρνμύ. –ύώονκνφηβ πύγβΗπρξσ ρύξηλ ναπύγνλ, ςρναϊ λύξώηλύκϋμύ φΗώρξνώρϋ αϊκύ νοπύβδύμύ ξνμώρπσξωηει. “ύξφε λϊ σςκη νώναεμμνώρη νώμνβμνψν ρεθμνκνψηςεώξνψν νανπσδνβύμη ον οεπεδμει ξπνλξε κηώρύ, ον ανξνβϊλ η γύδμει ξπνλξύλ • νακύώρϋ γύθβύρύ νώρύβκεμν δνώρύρνςμν λεώρύ.
–ηώ. 4.4 –ύώξκύδξύ μύ κηώρ
4.6 –ύώςΗρ μεναθνδηλνψν ξνκηςεώρβύ ξύπρνμύ
œν γύδύμηΰ μεναθνδηλν βϊοσώρηρϋ 3500 χρσξ μνβνψνδμει σούξνβξη. Ρκ ΐρνψν λϊ δνκφμϊ γμύρϋ ξνκηςεώρβν ξύπρνμύ μεναθνδηλνψν δκ βϊοσώξύ γύδύμμνψν ξνκηςεώρβύ οπνδσξωηη. –ύώθνδ λύρεπηύκύ σδναμεε βϊπύφύρϋ β εδημηωύθ βεώύ [2]:
–=S*q
S • οκνυύδϋ κηώρνβ ξύπρνμύ γύδύμμνψν τνπλύρύ, μεναθνδηλνψν δκ οπνηγβνδώρβύ γύδύμμνψν ξνκηςεώρβύ σούξνβνξ;
q • λύώώύ 1 λ2 ξύπρνμύ.
=N/n
• ξνκηςεώρβν κηώρνβ ξύπρνμύ γύδύμμνψν τνπλύρύ, μεναθνδηλνψν δκ οπνηγβνδώρβύ γύδύμμνψν ξνκηςεώρβύ σούξνβνξ;
N • ναυεε ξνκηςεώρβν σούξνβξη;
n • ξνκηςεώρβν πύώξπνεβ μύ 1 κηώρε.
=3500/3=1167 κηώρνβ
S=1167*720*1040=873849600 λλ2=873,8496 λ2
–=873,8496*240=209723,904 ψ =209,72 ξψ
“ύξηλ ναπύγνλ, δκ οπνηγβνδώρβύ 3500 χρσξ σούξνβξη μεναθνδηλν 209,72 ξψ ξύπρνμύ τνπλύρνλ 720θ1040 λλ.
4.7 œπνεξρηπνβύμηε η πύώςΗρ νώμύώρξη
4.7.1 –ύώςΗρ μεναθνδηλνψν ξνκηςεώρβύ οεςύρμϊθ τνπλ
“ηπύφεώρνιξνώρϋ λνμνλερύκκηςεώξηθ ντώερμϊθ οεςύρμϊθ τνπλ • 120-150 ρϊώ. νρρηώξνβ. œν γύδύμηΰ μσφμν ονκσςηρϋ 1167 νρρηώξνβ. “ν εώρϋ, μσφμύ νδμύ τνπλύ, ρύξ ξύξ ξπύώνςμνώρϋ πύβμύ 4, ρν ον 1 τνπλε μύ ξύφδσΰ ξπύώξσ. Έαυεε ξνκηςεώρβν τνπλ πύβμν 4.
“ύξφε μεναθνδηλύ 1 τνπλύ δκ βϊανπνςμνψν κύξηπνβύμη. »ώονκϋγσελ τνπλσ βϊώνξνι οεςύρη ηκη τνπλμσΰ οκύώρημσ ών ώμρϊλ ξνοηπνβύκϋμϊλ ώκνελ δκ μύμεώεμη κύξύ μύ νρδεκϋμϊε σςύώρξη νρρηώξύ.
4.7.2 œπνεξρηπνβύμηε χρύμωεβύκϋμνψν χρύλού
Ίρύμωεβύμηε βκερώ ξνλαημηπνβύμμϊλ ώνβλευΗμμϊλ ρεθμνκνψηςεώξηλ οπνωεώώνλ. Έμ βξκΰςύερ ξνλοκεξώ νοεπύωηι, νοπεδεκΰυηθ τνπλσ, ψενλερπηςεώξηε πύγλεπϊ η ξνμώρπσξρηβμϊε νώναεμμνώρη σούξνβξη ηγ ξύπρνμύ: βϊώεςξσ ξνμρσπύ πύγβΗπρξη, αηψνβξσ κημηι ώψηαύ μύ πύγβΗπρξε, μύμεώεμηε οεπτνπύωηη, μύδπεγξσ η πηωνβξσ. ¬ γύβηώηλνώρη νρ ξνμώρπσξωηη ονκσςύελνι σούξνβξη β χρύμωεβύμηε λνψσρ βθνδηρϋ με βώε οεπεςηώκεμμϊε νοεπύωηη, ύ κηχϋ μεναθνδηλϊε. –ύγκηςμϊε νοεπύωηη νξύγϊβύΰρ βγύηλμνε βκημηε δπσψ μύ δπσψύ, ύ ξνμώρπσξρηβμϊε νώναεμμνώρη ξνλαημηπνβύμμϊθ χρύμωεβύκϋμϊθ τνπλ νοπεδεκΰρ ρεθμνκνψηςεώξηε βνγλνφμνώρη ηγψνρνβκεμη ρνψν ηκη ημνψν βηδύ σούξνβξη, ύ ρύξφε ρεθμηξν-ΐξνμνληςεώξηε ονξύγύρεκη. Ρκ ηγψνρνβκεμη χρύμω-τνπλ μεναθνδηλύ ώκεδσΰυύ ημτνπλύωη:
Ζ νλοκεξρ ψπύτηςεώξηθ λύρεπηύκνβ: ρεθμνκνψηςεώξηι ςεπρεφ πύγβεπρξη σούξνβξη β οκνώξνώρη ώ σξύγύμηελ ρηονβ κημηι (πεγ, αηψνβξύ, οεπτνπύωη η ρ.ο.);
Ζ τύικϊ β ρπεασελϊθ τνπλύρύθ βεξρνπμνι ψπύτηξη (φεκύρεκϋμν β λύώχρύαε 1:1). Άεναθνδηλν σξύγύρϋ, ςρν ηγναπύφεμν β τύικε - βηδ μύ οεςύρμϊι κηώρ (Ϊκηων οεςύρηΜ) ηκη μύ πύανςσΰ ώρνπνμσ χρύλού (Ϊκηων χρύλούΜ);
Ζ ρηο (ασλύψύ, ξύπρνμ, ψντπνξύπρνμ η ρ.ο.) η ρνκυημύ λύρεπηύκύ σούξνβξη (δκ ονδανπύ βϊώνρϊ η ρνκυημϊ αηψνβύκϋμϊθ κημεεξ);
Ζ ρηο η νώναεμμνώρη ξνμρπχρύλού;
Ζ ψύαύπηρϊ χρύλού (νώμνβϊ) η/ηκη βεκηςημ νρώρσού νρ ξπύΗβ τύμεπϊ δν ακηφύιχηθ κημεεξ;
Ζ ρηο η λύπξσ χρύμωεβύκϋμνι λύχημϊ,
Ζ ξνλοκεξρμνώρϋ ονώρύβξη:
v χρύμωεβύκϋμϊι χρύλο;
v ξνμρπχρύλο;
v νώμύώρξύ δκ σδύκεμη νρθνδνβ;
v νώμύώρξύ δκ πύγδεκεμη γύψνρνβνξ.
Ζ
οπη ηώονκϋγνβύμηη οεπτνπύωηνμμϊθ η
ώοεωηύκϋμϊθ κημεεξ,
δνονκμηρεκϋμσΰ ημτνπλύωηΰ ον ΐρηλ κημειξύλ (μύοπηλεπ, χύψ
οεπτνπύωηη (δκημύ πεγύ η οπναεκύ) β λλ ηκη οσμξρύθ (pt) η ρ.ο.).
¬ϊονκμΰρ χρύμωεβύμηε μύ ρηψεκϋμϊθ η πνρνπμϊθ χρύμωεβύκϋμϊθ λύχημύθ [2].
Ζ νλοκεξρ ψπύτηςεώξηθ λύρεπηύκνβ λνφμν ονώλνρπερϋ μύ πηώ. 3.1, 3.2.“ηο η βώε ούπύλερπϊ ηώονκϋγσελνψν ξύπρνμύ οπηβεδεμϊ β οσμξρε 3.1.
Άύ νώμνβε ηώθνδμϊθ δύμμϊθ αϊκύ ώοπνεξρηπνβύμύ χρύμωεβύκϋμύ τνπλύ δκ μνβνψνδμει σούξνβξη, νμύ οπεδώρύβκεμύ μύ πηώ. 4.5.
–ηώ. 4.5 œπνεξρ χρύμω-τνπλϊ δκ μνβνψνδμει σούξνβξη
4.7.3 –ύώςΗρ βεώνβνι αύκύμώηπνβξη χρύμωεβύκϋμνψν χρύλού
Ίρύλο δνκφεμ αϊρϋ ώαύκύμώηπνβύμ νρμνώηρεκϋμν δβσθ νώει X η Y, δκ ΐρνψν ώσλλύ λνλεμρνβ δνκφμύ αϊρϋ πύβμύ μσκΰ [1]:
ΣΧx=0
ΣΧy=0
œπνβνδηλ δβε νώη ώηλλερπηη X η Y. ―ρύβηλ γμύξη Ϊ+Μ η Ϊ-Μ οπνηγβνκϋμν ον ναε ώρνπνμϊ νώει ώηλλερπηη
«ύ ώηκσ οπημηλύελ βεώ μνφύ – δκημνι L, ρνςξνι οπηκνφεμη βκερώ ώεπεδημύ μνφύ.
¬ϊώνρσ βϊώεξύκϋμϊθ μνφει αεπΗλ πύβμνι 23,8 λλ, ύ βϊώνρσ αηψνβύκϋμϊθ μνφει • 23,4 λλ.(ρνκυημύ 1,05 λλ).
«δεώϋ ηώονκϋγνβύμϊ πεφσυηε μνφη VICING MM ώ νδμνώρνπνμμει γύρνςξνι βϊώνρνι 23,8 λλ, ηθ ούπύλερπϊ:
Ζ φΗώρξνώρϋ - 44 HRC;
Ζ ρνκυημύ 2 pt;
Ζ ηγψηαύελνώρϋ - R = 0.2, a=110ν.
Νηψνβύκϋμϊε μνφη ρηού RLNor ώ βϊώνρνι πύβμνι 23,4 λλ, ρνκυημνι • 2 pt.
œπη ρύξηθ δύμμϊθ βεώ 100 ονψνμμϊθ λερπνβ πύβεμ 13 ξΟ η 10 ξΟ ώννρβερώρβεμμν. ―ονώνανλ οπνονπωηη πύώώςηρϊβύελ βεώ βώεθ, ηώονκϋγσελϊθ μνφει [2]:
–ij=(Lij*–)/100
ΣΧx=–1-2*Έ’1+ –5-6*Έ’2 + –3-4*Έ’3+ –3-3ύ-4-4ύ*Έ’4+ –2-27*Έ’5 + –4-28*Έ’5£+
–4-32*Έ’6+ –31-32*Έ’7+–2-29*Έ’8+ –6-30*Έ’9+ –29-30*Έ’10+ –27-28*Έ’11+
–23-24*Έ’12+ –25-26*Έ’13+2* –7-8*Έ’14+ 2*–9-10*Έ’15+ 2*–15-16*Έ’16+
2*–17-18*Έ’17 - –1-3*Έ’18- –43-44*Έ’19 •–45-46*Έ’20- –3-46*Έ’21 -
–41-42*Έ’22- –1-33*Έ’23- –5-34*Έ’24 - –33-34*Έ’25 - –33-35*Έ’26 -
–34-36*Έ’27-–37-38*Έ’28-–39-40*Έ’29- –57-59*Έ’30- –59-60*Έ’31- –60-61*Έ’32-
–61-62*Έ’33- –62-63*Έ’34-–58-63*Έ’35 • –64*Έ’36- –65*Έ’37 -
–58-66*Έ’38- –51-52*Έ’39 •–48-50*Έ’40-2*(–51-51ύ*Έ’41 • –44-44ύ*Έ’42-
–δ1*Έ’43- –47-48*Έ’44 • –48-57*Έ’45 •–53-54*Έ’46- –57-67*Έ’47- –53-69*Έ’48-
–71-73*Έ’49- –75-77*Έ’49- –76-77*Έ’50) +4*(–81-82*Έ’51+ –83-84*Έ’52+
–104-105*Έ’53+–102-103*Έ’54+ –84-85*Έ’55+ –86-105*Έ’56 + –97-102*Έ’57+
–98-101*Έ’58 +–86-87*Έ’59+ –96-97*Έ’60 + –88-89*Έ’61+ –87-90*Έ’62+ –90-91*Έ’63 +
–92-93*Έ’64 •–96-109*Έ’65+ –110-111*Έ’67+–94-95*Έ’68+–112-113*Έ’69+
–81-83*Έ’70+ –84-105*Έ’71+ –84-105*Έ’72+ –103-104*Έ’73+
†–101-102*Έ’74+–100-101*Έ’75 + –84-106*Έ’76+ –102-105*Έ’77 + –107-108*Έ’78+
–82-86*Έ’79 +–86-97*Έ’80+ –97-98*Έ’81 +–98-99*Έ’82+ –87-88*Έ’83+ –87-96*Έ’84 +
–95-96*Έ’85 +–89-90*Έ’86+ –90-93*Έ’87+–93-94*Έ’88+ –91-92*Έ’89)+ –197-198*Έ’90
†
ΣΧx=3*[0,286+0,22+0,22+0,31+0,40+0,19+0,28+0,50+0,27+0,07+0,06+0,013+
0,035+0,0078+0,03+0,019+0,019+0,0019+0,017+0,043+0,043+0,198+0,41+0,41+
0,039+0,15+0,024+0,22+0,13+0,27+0,009+0,021+0,0031+0,0036+0,018+0,018+
0,017+2*(0,012+0,0063+0,079+0,021+0,065+0,00034+0,19+0,16+0,14+0,049+
+0,031)+4*(0,13+0,092+0,30+0,10+0,076+0,11+0,08+0,09+0,064+0,017+0,074+
0,034+0,088+0,041+0,035+0,036+0,037+0,043+0,077+0,030+0,058+0,040+0,09)]
=19,293 ξΟ*ώλ
¬ϊαηπύελ οπνηγβνκϋμσΰ ξννπδημύρσ Xk= 32
Pk= ΣΧx/Xk
Pk=19,293/32=0,6029 ξΟ
“εοεπϋ νοπεδεκηλ δκημσ ξνλοεμώύωηνμμνψν μνφύ L:
L= (Pk*l)/P
L=0,6029*100/13=4,638 λ
“ύξ ξύξ χρύμω-τνπλύ λεμϋχε ον πύγλεπσ, ρν ώκεδσερ ονώρύβηρϋ 6 μνφει ον 773 λλ.
ΣΧy=[(–1-2*ΈY1+ –5-6*ΈY2 + –3-4*ΈY3+ –3-3ύ-4-4ύ*ΈY4+ –2-27*ΈY5 + –4-28*ΈY5£+
–4-32*ΈY6+ –31-32*ΈY7+–2-29*ΈY8+ –6-30*ΈY9+ –29-30*ΈY10+ –27-28*ΈY11+
–23-24*ΈY12+ –25-26*ΈY13+2* –7-8*ΈY14+ –11-12*ΈY15+ –9-10*ΈY16+
–13-14*ΈY17 + –15-16*ΈY18+ –19-20*ΈY19 +–17-18*ΈY20+ –21-22*ΈY21 +
–1-3*ΈY22+ –43-44*ΈY23+ –45-46*ΈY24 + –3-46*ΈY25 + –41-42*ΈY26 +
–1-33*ΈY27+ –5-34*ΈY28+–33-34*ΈY29+ –33-35*ΈY30+ –34-36*ΈY31+ –37-38*ΈY32+
–39-40*ΈY33+ –57-59*ΈY34+–59-60*ΈY35 + –60-61*ΈY36+–61-62*ΈY37 +
–62-63*ΈY38+ –62-63*ΈY39+–58-63*ΈY40+–64*ΈY41 + –65*ΈY42+
–58-66*ΈY43+ –51-52*ΈY44 + –48-50*ΈY45 +–51-51a*ΈY46+ –52-52a*ΈY47+
–44-44a*ΈY48+ –45-45a*ΈY49+ –δ1*ΈY49+ –δ2*ΈY50 +–47-48*ΈY51+
–49-50*ΈY52+ –48-57*ΈY53+–50-58*ΈY54+ –53-54*ΈY55+ –55-56*ΈY56 +
–57-67*ΈY57+ –58-68*ΈY58 +–53-69*ΈY59+ –55-70*ΈY60 + –71-73*ΈY61+ –72-74*ΈY62+
–75-77*ΈY63 + –79-80*ΈY64 + –76-77*ΈY65 + –78-80*ΈY67)* +(–81-82*ΈY68+
–83-84*ΈY69+ –104-105*ΈY70+ –102-103*ΈY71+ –84-85*ΈY72+ –86-105*ΈY73+
†–97-102*ΈY74+–98-101*ΈY75 + –86-87*ΈY76+ –96-97*ΈY77 + –88-89*ΈY78+
–87-90*ΈY79 +–90-91*ΈY80+ –92-93*ΈY81 +–96-109*ΈY82+ –110-111*ΈY83+ –94-95*ΈY84
+ –112-113*ΈY85 +–81-83*ΈY86+ –84-105*ΈY87+–103-104*ΈY88+ –101-102*ΈY89+
†–100-101*ΈY90+ –97-98*ΈY91 +–98-99*ΈY92+ –87-88*ΈY93+–87-96*ΈY94+
†–95-96*ΈY95+ –89-90*ΈY96+ –90-93*ΈY97 +–93-94*ΈY98+ –91-92*ΈY99)**+
(–81-82*ΈY68+–83-84*ΈY69+ –104-105*ΈY70+ –102-103*ΈY71+ –84-85*ΈY72+
–86-105*ΈY73+ –97-102*ΈY74+–98-101*ΈY75 + –86-87*ΈY76+ –96-97*ΈY77 +
†–88-89*ΈY78+ –87-90*ΈY79 +–90-91*ΈY80+ –92-93*ΈY81 +–96-109*ΈY82+
–110-111*ΈY83+ –94-95*ΈY84 + –112-113*ΈY85 +–81-83*ΈY86+ –84-105*ΈY87+
–103-104*ΈY88+ –101-102*ΈY89+ –100-101*ΈY90+ –97-98*ΈY91 +–98-99*ΈY92+
–87-88*ΈY93+–87-96*ΈY94+–95-96*ΈY95+ –89-90*ΈY96+ –90-93*ΈY97 +–93-94*ΈY98+
–91-92*ΈY99)***+ (–81-82*ΈY68+–83-84*ΈY69+ –104-105*ΈY70+ –102-103*ΈY71+
–84-85*ΈY72+ –86-105*ΈY73+ –97-102*ΈY74+–98-101*ΈY75 + –86-87*ΈY76+ –96-97*ΈY77
+ –88-89*ΈY78+ –87-90*ΈY79 +–90-91*ΈY80+ –92-93*ΈY81 +–96-109*ΈY82+
†–110-111*ΈY83+ –94-95*ΈY84 + –112-113*ΈY85 +–81-83*ΈY86+ –84-105*ΈY87+
–103-104*ΈY88+ –101-102*ΈY89+ –100-101*ΈY90+ –97-98*ΈY91 +–98-99*ΈY92+
–87-88*ΈY93+–87-96*ΈY94+ –95-96*ΈY95+ –89-90*ΈY96+ –90-93*ΈY97 +–93-94*ΈY98+
–91-92*ΈY99)****+ (–81-82*ΈY68+–83-84*ΈY69+ –104-105*ΈY70+ –102-103*ΈY71+
–84-85*ΈY72+ –86-105*ΈY73+ –97-102*ΈY74+–98-101*ΈY75 + –86-87*ΈY76+ –96-97*ΈY77
+ –88-89*ΈY78+ –87-90*ΈY79 +–90-91*ΈY80+ –92-93*ΈY81 +–96-109*ΈY82+
–110-111*ΈY83+ –94-95*ΈY84 + –112-113*ΈY85 +–81-83*ΈY86+ –84-105*ΈY87+
–103-104*ΈY88+ –101-102*ΈY89+ –100-101*ΈY90+ –97-98*ΈY91 +–98-99*ΈY92+
–87-88*ΈY93+–87-96*ΈY94+ –95-96*ΈY95+ –89-90*ΈY96+ –90-93*ΈY97 +–93-94*ΈY98+
–91-92*ΈY99)*****+ –197-198*ΈY100]£ + [(–1-2*ΈY1+ –5-6*ΈY2 + –3-4*ΈY3 •
–3-3ύ-4-4ύ*ΈY4+ –2-27*ΈY5 - –4-28*ΈY5£-–4-32*ΈY6- –31-32*ΈY7-–2-29*ΈY8+
–6-30*ΈY9+ –29-30*ΈY10- –27-28*ΈY11- –23-24*ΈY12- –25-26*ΈY13+2* –7-8*ΈY14+
–11-12*ΈY15+ –9-10*ΈY16+ –13-14*ΈY17 + –15-16*ΈY18+ –19-20*ΈY19 +–17-18*ΈY20+
–21-22*ΈY21 +–1-3*ΈY22+ –43-44*ΈY23- –45-46*ΈY24 - –3-46*ΈY25 + –41-42*ΈY26 +
–1-33*ΈY27+ –5-34*ΈY28+–33-34*ΈY29+ –33-35*ΈY30+ –34-36*ΈY31+ –37-38*ΈY32+
–39-40*ΈY33+ –57-59*ΈY34+–59-60*ΈY35 - –60-61*ΈY36-–61-62*ΈY37 -
–62-63*ΈY38- –58-63*ΈY40-–64*ΈY41 - –65*ΈY42-
–58-66*ΈY43- –51-52*ΈY44 -–48-50*ΈY45 -–51-51a*ΈY46- –52-52a*ΈY47-
–44-44a*ΈY48-–45-45a*ΈY49+ –δ1*ΈY49- –δ2*ΈY50 -–47-48*ΈY51-
–49-50*ΈY52-–48-57*ΈY53-–50-58*ΈY54+ –53-54*ΈY55- –55-56*ΈY56 +
–57-67*ΈY57- –58-68*ΈY58 - –53-69*ΈY59- –55-70*ΈY60 - –71-73*ΈY61- –72-74*ΈY62+
–75-77*ΈY63 - –79-80*ΈY64 + –76-77*ΈY65 - –78-80*ΈY67)* +(–81-82*ΈY68+
–83-84*ΈY69+ –104-105*ΈY70+ –102-103*ΈY71+ –84-85*ΈY72+ –86-105*ΈY73+
†–97-102*ΈY74+–98-101*ΈY75 + –86-87*ΈY76+ –96-97*ΈY77 + –88-89*ΈY78+
–87-90*ΈY79 +–90-91*ΈY80+ –92-93*ΈY81 +–96-109*ΈY82+ –110-111*ΈY83+ –94-95*ΈY84
+ –112-113*ΈY85 +–81-83*ΈY86+ –84-105*ΈY87+–103-104*ΈY88+ –101-102*ΈY89+
†–100-101*ΈY90+ –97-98*ΈY91 +–98-99*ΈY92+ –87-88*ΈY93+–87-96*ΈY94+
†–95-96*ΈY95+ –89-90*ΈY96+ –90-93*ΈY97 +–93-94*ΈY98+ –91-92*ΈY99)**+
(–81-82*ΈY68-–83-84*ΈY69- –104-105*ΈY70- –102-103*ΈY71- –84-85*ΈY72-
–86-105*ΈY73- –97-102*ΈY74-–98-101*ΈY75 - –86-87*ΈY76-–96-97*ΈY77 -
†–88-89*ΈY78- –87-90*ΈY79 -–90-91*ΈY80-–92-93*ΈY81 -–96-109*ΈY82-
–110-111*ΈY83- –94-95*ΈY84 - –112-113*ΈY85 -–81-83*ΈY86- –84-105*ΈY87-
–103-104*ΈY88- –101-102*ΈY89- –100-101*ΈY90- –97-98*ΈY91 -–98-99*ΈY92-
–87-88*ΈY93-–87-96*ΈY94-–95-96*ΈY95- –89-90*ΈY96- –90-93*ΈY97 -–93-94*ΈY98-
–91-92*ΈY99)***+ (-–81-82*ΈY68-–83-84*ΈY69- –104-105*ΈY70- –102-103*ΈY71-
–84-85*ΈY72-–86-105*ΈY73- –97-102*ΈY74-–98-101*ΈY75 - –86-87*ΈY76- –96-97*ΈY77
- –88-89*ΈY78- –87-90*ΈY79 -–90-91*ΈY80- –92-93*ΈY81 -–96-109*ΈY82-
†–110-111*ΈY83- –94-95*ΈY84 - –112-113*ΈY85 -–81-83*ΈY86- –84-105*ΈY87-
–103-104*ΈY88-–101-102*ΈY89- –100-101*ΈY90- –97-98*ΈY91 - –98-99*ΈY92-
–87-88*ΈY93 - –87-96*ΈY94-–95-96*ΈY95-–89-90*ΈY96- –90-93*ΈY97 -–93-94*ΈY98-
–91-92*ΈY99)****+ (-–81-82*ΈY68-–83-84*ΈY69- –104-105*ΈY70-–102-103*ΈY71-
–84-85*ΈY72- –86-105*ΈY73- –97-102*ΈY74-–98-101*ΈY75 - –86-87*ΈY76- –96-97*ΈY77
- –88-89*ΈY78- –87-90*ΈY79 -–90-91*ΈY80- –92-93*ΈY81 -–96-109*ΈY82-
–110-111*ΈY83- –94-95*ΈY84 - –112-113*ΈY85 - –81-83*ΈY86- –84-105*ΈY87-
–103-104*ΈY88- –101-102*ΈY89- –100-101*ΈY90- –97-98*ΈY91 -–98-99*ΈY92-
–87-88*ΈY93-–87-96*ΈY94- –95-96*ΈY95- –89-90*ΈY96- –90-93*ΈY97 -–93-94*ΈY98-
–91-92*ΈY99)*****+ –197-198*ΈY100]''+ [(-–1-2*ΈY1- –5-6*ΈY2 - –3-4*ΈY3 •
†–3-3ύ-4-4ύ*ΈY4- –2-27*ΈY5 - –4-28*ΈY5£-–4-32*ΈY6- –31-32*ΈY7-–2-29*ΈY8-
–6-30*ΈY9- –29-30*ΈY10- –27-28*ΈY11- –23-24*ΈY12- –25-26*ΈY13-2* –7-8*ΈY14+
–11-12*ΈY15- –9-10*ΈY16- –13-14*ΈY17 - –15-16*ΈY18- –19-20*ΈY19 -–17-18*ΈY20-
–21-22*ΈY21 -–1-3*ΈY22- –43-44*ΈY23- –45-46*ΈY24 - –3-46*ΈY25 - –41-42*ΈY26 -
–1-33*ΈY27- –5-34*ΈY28-–33-34*ΈY29- –33-35*ΈY30- –34-36*ΈY31- –37-38*ΈY32-
–39-40*ΈY33- –57-59*ΈY34-–59-60*ΈY35 - –60-61*ΈY36-–61-62*ΈY37 -
–62-63*ΈY38- –58-63*ΈY40-–64*ΈY41 - –65*ΈY42-
–58-66*ΈY43- –51-52*ΈY44 -–48-50*ΈY45 -–51-51a*ΈY46- –52-52a*ΈY47-
–44-44a*ΈY48-–45-45a*ΈY49- –δ1*ΈY49- –δ2*ΈY50 -–47-48*ΈY51-
–49-50*ΈY52-–48-57*ΈY53-–50-58*ΈY54+ –53-54*ΈY55- –55-56*ΈY56 -
–57-67*ΈY57- –58-68*ΈY58 - –53-69*ΈY59- –55-70*ΈY60 - –71-73*ΈY61- –72-74*ΈY62-
–75-77*ΈY63 - –79-80*ΈY64 + –76-77*ΈY65 - –78-80*ΈY67)* +(-–81-82*ΈY68-
–83-84*ΈY69- –104-105*ΈY70- –102-103*ΈY71- –84-85*ΈY72- –86-105*ΈY73-
†–97-102*ΈY74-–98-101*ΈY75 - –86-87*ΈY76- –96-97*ΈY77 -–88-89*ΈY78-
–87-90*ΈY79 -–90-91*ΈY80- –92-93*ΈY81 -–96-109*ΈY82- –110-111*ΈY83- –94-95*ΈY84
- –112-113*ΈY85 -–81-83*ΈY86- –84-105*ΈY87-–103-104*ΈY88- –101-102*ΈY89-
†–100-101*ΈY90- –97-98*ΈY91 -–98-99*ΈY92- –87-88*ΈY93-–87-96*ΈY94-
†–95-96*ΈY95- –89-90*ΈY96- –90-93*ΈY97 -–93-94*ΈY98- –91-92*ΈY99)**+
(-–81-82*ΈY68-–83-84*ΈY69- –104-105*ΈY70- –102-103*ΈY71- –84-85*ΈY72-
»Ά“≈–≈―ΆΈ≈
© 2009 ¬ώε οπύβύ γύυηυεμϊ. |