 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Отчет по практике: Слесарные, механические, демонтажно-монтажные работы
Шпильки ввертывают в резьбовое гнездо и вывертывают специальным ключом с эксцентриковым зажимом. При отсутствии ключа на шпильку навертывают две гайки, затягивают их относительно друг друга и дальше пользуются обычным гаечным ключом. В некоторых узлах автомобиля используются крепежные детали с левой резьбой (например, гайки крепления ступицы переднего колеса «Жигулей», гайки рулевых тяг и пробка картера рулевого механизма у «Москвичей»). На ребрах таких гаек, для отличия их от обычных, делаются проточки (зарубки).
Болты для ответственных соединений изготовляются из стали высокого качества и подвергаются термообработке. Для отличия такие болты имеют на головке знак «х». Эти болты нельзя заменять обыкновенными, тем более первыми попавшимися под руку, так как не будет обеспечена необходимая прочность. Такие болты применяются, например, для соединения фланцев карданных шарниров и в передней подвеске автомобиля.
Особенности разборки и сборки некоторых узлов автомобиля. Карданные шарниры нельзя разбирать и собирать ударами молотка, так как при этом неизбежно нарушится соосность отверстий в вилках, что приведет к ускоренному износу подшипников и цапф крестовины.
В качестве пресса для разборки и сборки используются достаточно мощные настольные тиски.
Собирая карданные шарниры, подшипники и запорные кольца, следует ставить в те же отверстия вилок, из которых они были вынуты. Крестовина и вилки должны быть тоже установлены в прежнее положение относительно друг друга. Невыполнение этих требований вызовет неуравновешенность карданной передачи и, как следствие, вибрацию и шум при движении. Поэтому перед ее разборкой на все детали следует нанести метки краской.
Шаровые пальцы тяг рулевого привода можно без труда извлечь из гнезд с помощью винтового съемника. При отсутствии последнего операция существенно затрудняется. Удары молотком по резьбовому концу пальца обычно не дают положительного результата, к тому же имеется риск испортить резьбу. Гораздо эффективнее следующий прием. Отверните гайку и обстукивайте со всех сторон молотком гнездо, в котором удерживается конический конец шарового пальца (по самому пальцу ударять не нужно). После нескольких ударов посадка пальца ослабнет и его можно будет извлечь. При сборке посадочную поверхность пальца смажьте маслом: это облегчит последующую разборку.
Гайки стремянок рессор (автомобили «Москвич», «Волга») следует затягивать динамометрическим ключом с определенным моментом, оговоренным в заводской инструкции на автомобиль. При слабой затяжке может произойти сдвиг моста при наезде на дорожное препятствие. Если затяжка чересчур сильна, то это вызовет деформацию балки заднего моста и, как следствие, неправильную (с перекосом) работу подшипников полуосей. В результате подшипники преждевременно выйдут из строя, возможны и поломки полуосей. Гайки стремянок нужно подтягивать поочередно, а окончательную затяжку делать обязательно при нагруженных рессорах. Багажник автомобиля при этом загрузить настолько, чтобы рессоры полностью выпрямились. Невыполнение этого требования приведет к тому, что при эксплуатационной нагрузке автомобиля затяжка гаек стремянок окажется недостаточной.
Резиновые втулки и резинометаллические шарниры (сайлент-блоки) передней и задней подвесок автомобиля рассчитаны так, чтобы качание рычагов подвески происходило только за счет деформации резины. Эти втулки не должны проворачиваться в обоймах и на пальцах. Чтобы при работе резиновые втулки закручивались приблизительно одинаково в обе стороны, крепежные гайки следует окончательно затягивать только тогда, когда подвеска нагружена массой автомобиля (то есть ненагруженный автомобиль стоит на колесах). Автомобиль «Жигули» из-за особенностей его конструкции следует при этом еще и полностью загрузить (4 взрослых человека и 40 кг багажа, то есть всего 320 кг).
Заменяя резиновые втулки рессор, для лучшего прилипания рекомендуется окунуть их в бензин на 1 мин и, не давая просохнуть, быстро смонтировать в шарнир.
Если вы снимали рулевую колонку, то устанавливать ее обратно и закреплять необходимо обязательно в следующем порядке. Сначала нужно наживить (не затягивая) болты крепления картера рулевого механизма к лонжерону рамы. Затем притянуть колонку к приборному щиту автомобиля, укрепить ее скобой и только после этого окончательно затянуть болты крепления картера. Если не соблюдать указанную последовательность, а вначале затянуть болты крепления картера к раме, то при подтяжке болтов верхней опоры рулевой колонки (к щиту приборов) сама колонка и рулевой вал могут слегка изогнуться, вследствие чего рулевое колесо будет вращаться туго. Кроме того, это приведет к усиленному износу подшипников рулевого механизма и может вызвать даже поломку рулевого вала. Надо сказать, что практически все случаи поломок вала, встречающиеся в эксплуатации, имеют причиной именно неправильную сборку.
Выполняя работы по обслуживанию и ремонту тормозов, помните, что манжеты, уплотнительные кольца, гибкие шланги изготовлены из резины, которая не стойка к действию нефтепродуктов. Даже небольшие количества бензина или масла, попавшие в тормозную систему (например, из грязной посуды или даже с рук), могут вывести тормоза из строя. Промывать трубопроводы и детали тормозной системы можно только свежей тормозной жидкостью, соблюдая необходимую чистоту, а протирать — чистой тканью, не оставляющей волокон. Заменяя тормозные шланги передних колес, проследите, чтобы они не касались шин при наибольшем повороте рулевого колеса влево и вправо.
Коленчатый вал двигателя балансируется на заводе совместно с маховиком и сцеплением. Поэтому снятый механизм сцепления устанавливайте обратно на маховик в соответствии с имеющимися метками. В противном случае может возникнуть неуравновешенность коленчатого вала, сильная тряска двигателя и различные неполадки в его работе. Болты или гайки крепления головки блока цилиндров следует затягивать в рекомендованной заводской инструкцией последовательности только на холодном двигателе. Если эту операцию произвести на прогретом двигателе, то после его охлаждения затяжка окажется недостаточной. Причина этого заключается в различном тепловом расширении стальных болтов и алюминиевой головки блока.
Свечи зажигания затягивайте тоже только на холодном двигателе, так как свечу, завернутую в горячую головку, потом трудно вывернуть. Не затягивайте свечи с очень большим усилием; при этом чрезмерно сминается прокладка, и уплотняющее ее действие становится хуже.
Гайки с барашками, применяемые на некоторых автомобилях для крепления аккумулятора и воздухоочистителя, рассчитаны на заворачивание только рукой. Пытаясь затянуть их туже, например пассатижами, легко повредить корпус аккумуляторной батареи или погнуть крышку воздухоочистителя.
Применение клеев. В современном машиностроении широко используются синтетические клеи для упрощения и облегчения сборочных операций, а также для достижения герметичности в стыках между деталями и большей надежности резьбовых соединений. Ремонтируя автомобиль или выполняя его техническое обслуживание, вы можете в некоторых случаях воспользоваться клеем.
Все крепежные шпильки можно «ставить на клей», смазав им резьбовой конец шпильки перед ввертыванием в гнездо. Благодаря этому увеличивается общая прочность соединения, достигается надежная контровка шпильки и полная герметичность резьбы. Последнее обстоятельство важно в тех случаях, когда отверстие под шпильку выходит в масляную полость (например, у двигателя УМЗ-412 отверстия для шпилек крепления впускного трубопровода выходят в клапанную коробку). Самый надежный клей для этих целей — эпоксидный; можно использовать также клей БФ-2 или бакелитовый лак. Крепежные болты в различных узлах автомобиля тоже можно «ставить на клей», если требуются надежное предохранение их от самоотвертывания и герметичность резьбы. Клеи употребляются те же, что и для шпилек, однако если узел периодически должен подвергаться разборке, то лучше применять клей БФ-2, так как эпоксидный довольно прочен и болт потом будет трудно отвернуть. Целесообразно «поставить на клей», например, болты крепления редуктора заднего моста, Прокладки и стыки между деталями в тех соединениях автомобиля, которые при эксплуатации никогда не подвергаются разборке или же разбираются очень редко, тоже рекомендуется «поставить на клей», благодаря чему будет достигнута полная герметичность стыка. Это относится, например, к прокладкам масляного картера двигателя, фланца редуктора заднего моста, боковых крышек блока цилиндров, фланцев бензоприемной трубки и датчика уровня топлива в баке. При последующей разборке клеевого соединения прокладка, конечно, будет разрушена. Имейте в виду, что перед нанесением клея поверхности детали и прокладки обязательно должны быть очищены и обезжирены, иначе соединение не будет надежным. Для этого склеиваемые поверхности следует промыть бензином, протереть чистой тканью, смоченной в ацетоне, а затем просушить.
Работа по ремонту и обслуживанию автомобиля может быть успешной только при наличии необходимых инструментов и приспособлений. Комплект инструментов, прилагаемый к автомобилю, рассчитан главным образом на устранение незначительных неполадок, возникающих в пути. Поэтому автолюбитель, желающий самостоятельно проводить на автомобиле более или менее сложные операции по техническому обслуживанию и ремонту, должен обзавестись еще некоторыми приспособлениями и инструментом.
Слесарно-монтажный инструмент. Гаечные открытые ключи желательно иметь в полном ассортименте, причем лучше в двух экземплярах. Комбинированные и разводные ключи, специальные клещи для гаек использовать не рекомендуется, так как они неудобны в работе, обычно не позволяют создать большое усилие при завертывании или отвертывании гайки или болта и портят названные детали
Обязательно нужно приобрести набор торцевых ключей (головок) с воротком и удлинителем. Головки бывают 6 и 12-гранные. Последние позволяют переставлять ключ в исходное положение после поворота на небольшой угол и этим облегчают работу в стесненных условиях. Кроме того, они надежно удерживают головку болта или гайку даже в том случае, если ее грани слегка испорчены.
Почти у каждого автомобиля имеются такие неудобные болты или гайки, на которые не удается надеть головку торцевого ключа: мешают соседние, близко расположенные детали. Головки, предназначенные для таких болтов или гаек, рекомендуется проточить снаружи на токарном станке, чтобы несколько уменьшить их диаметр.
Ответственные резьбовые соединения необходимо затягивать определенным усилием (крутящим моментом). Поэтому автолюбителю крайне желательно иметь динамометрический ключ. Такие ключи имеются в продаже. Отверток должно быть несколько, с разной шириной лезвия и различной длины. Для подтягивания туго затянутых винтов необходимы особо мощные, прочные отвертки. Лучше всего их изготовить в виде набора сменных лезвий различной ширины, которые могли бы вставляться в патрон коловорота.
Лезвие отвертки должно быть правильно заточено. Неправильно заточенная отвертка не дает возможности приложить необходимое усилие к винту и портит его головку.
Кернер представляет собой стержень из твердой стали с заостренным концом. Он служит для нанесения на металлы и пластмассы углубленных точек. Им намечают места сверлений, наносят различные метки и т. п. Хороший кернер можно изготовить из обломка сверла или старого метчика, заточив их на точильном станке.
В набор инструмента должны входить, как минимум, два молотка — один массой 200 г, второй потяжелее, граммов на 500. При сборке и разборке механизмов автомобиля во многих случаях нужны выколотки — цилиндрические стержни из мягкого металла (латунь, дюралюминий). Желательно иметь выколотки диаметром 6...8 и 14...16 мм, длиной 150...200 мм. Пробойники необходимы для изготовления правильных круглых отверстий в прокладках из бумаги, картона, резины и других материалов. Пробойник представляет собой металлическую трубку с заостренным концом. Материал-заготовку кладут на торцевую поверхность деревянного бруска, устанавливают пробойник и сильным ударом молотка просекают отверстие. Необходим и резьбонарезной, инструмент — метчики и лерки. В автолюбительской практике их чаще всего используют для прогонки (прочистки) резьбы перед сборкой. В первую очередь автомобилисту нужны метчики и лерки следующих размеров: М5Х0.8; М6Х1; М8Х1; М8Х1.25; М10Х1; М10Х1,25; М10Х1,5.
Специальный инструмент и приспособления значительно облегчают работу по ремонту и обслуживанию автомобиля. Подтягивать хомутики на резиновых шлангах гораздо удобнее специальным ключом, нежели плоскогубцами, как это обычно делают многие. Ключ представляет собой стальной стержень диаметром S...4 мм и длиной 50 — 60 мм, конец которого длиной 10 мм загнут под углом 45 °. Отличная заготовка для такого ключа — обломок сверла подходящих размеров. Чтобы извлечь сальник из ступицы переднего колеса, рекомендуется изготовить из полоски стали специальную лопатку. Лопатку вставляют загнутым концом в щель между наружным кольцом подшипника и сальником и, наклоняя ее с некоторым усилием в обе стороны, постепенно выпрессовывают последний.
Иногда резьба в отверстии для свечи загрязняется частицами нагара. Прочистить ее лучше всего метчиком, но приобрести такой метчик с резьбой СПМ14Х1.25 нелегко. Поэтому из старой свечи с длинной резьбой можно сделать заменяющий его инструмент. Удалите из свечи изолятор, выбив его узким зубилом, распилите резьбовую часть ножовкой крест-накрест и слегка опилите резьбу, чтобы получились четыре режущие грани, как у метчика. Отличный инструмент для прочистки резьбы готов.
Для выпрессовки обойм подшипников, для извлечения шаровых пальцев рулевого привода из посадочных гнезд и во многих других случаях необходимы специальные съемники. Съемники можно приобрести или изготовить самостоятельно.
10. Токарные работы.
Основой всех разновидностей процессов резания является точение, а основное средство обработки металлов – токарный резец.
Для осуществления процесса резания необходимо иметь два движения – главное (рабочее) и движение подачи.
Главное движение при точении - это вращательное движение обрабатываемой заготовки. Поступательное движение резца в продольном или поперечном направлении является движением подачи при точении. У некоторых станков (например, токарных автоматов продольно-фасонного точения) движения подачи имеет заготовка.
Резцы являются простейшими и наиболее часто используемыми инструментами. Резец состоит из головки (рабочей части) и державки. Державка служит для закрепления резца в суппорте станка. Различают проходные, отрезные, подрезные, расточные, резьбовые и фасонные резцы. Проходные резцы (прямые и отогнутые) используют для точения наружных поверхностей, снятия фасок. Подрезные – для подрезания торцов заготовки, резьбовые – для нарезания наружных и внутренних резьб, отрезные – для отрезания заготовки. Для растачивания сквозных и глухих отверстий используют расточные резцы.
Различают черновое и чистовое точение. При черновом точении обработку проводят с максимально допустимыми по условиям обработки глубиной резания и подачей резца. Чистовым точением получают детали с окончательными размерами и поверхностью высокого класса шероховатости.
11. Фрезерные работы.
Фреза - многолезвийный режущий инструмент, как правило, в виде диска с зубьями по окружности, с вращательным движением, предназначенными для обработки поверхности.
Фрезерная обработка - метод обработки металлов, при котором главным движением является вращение фрезы, а движением подачи является поступательное перемещение обрабатываемой заготовки в продольном, поперечном или вертикальном направлениях.
Фрезерование осуществляется режущим инструментом, называемым фрезой. Режущие зубья могут быть расположены как на цилиндрической поверхности, так и на торце. Каждый зуб фрезы представляет собой простейший инструмент – резец. Фрезы, как правило, - многозубый инструмент, но иногда применяют однозубые фрезы. Основные виды фрез: дисковые, цилиндрические, торцевые, шпоночные, угловые, концевые, прорезные (отрезные), фасонные. Конструктивно делятся на цельные, со сменными зубьями и сборные.
На горизонтально-фрезерных
станках ось вращения фрезы расположена горизонтально, а на
вертикально-фрезерных – вертикально, но может поворачиваться на угол +/- 45° в
вертикальной плоскости.
Примеры работ, выполняемых на горизонтально-фрезерных станках: обработка прямоугольных
и фасонных пазов дисковыми фрезами, обработка вертикальных поверхностей
торцевыми фрезами. На вертикально-фрезерных станках выполняются такие работы,
как обработка горизонтальных поверхностей торцевыми фрезами, обработка скосов и
вертикальных поверхностей, обработка закрытых и открытых шпоночных пазов
концевыми фрезами.
12.Шлифовальные работы.
Шлифованием называют процесс обработки резанием абразивными кругами.
При круглом и плоском шлифовании главное движение всегда вращательное; оно выполняется инструментом (шлифовальным кругом). При круглом шлифовании заготовка вращается, чем обеспечивается окружная подача. Однако круг в ряде случаев не перекрывает всей длины заготовки, поэтому нужна еще и продольная подача, которая выполняется заготовкой или кругом. При плоском шлифовании продольную подачу имеет чаще всего заготовка, а поперечную - круг или заготовка.
Абразивные зерна в круге располагаются беспорядочно и удерживаются связующим материалом. С заготовки срезается очень большое количество тонких стружек (до 100 млн. в мин). Шлифовальные круги работают с очень большими скоростями резания: до 30 м/с и более. С помощью шлифования производится чистовая и отделочная обработка деталей с высокой точностью. Режущей составляющей абразивного инструмента являются зерна абразивных материалов: окиси алюминия, карбида кремния, алмаза, кубического нитрида бора. Связка абразивного материала в инструменте может быть керамическая, бакелитовая, вулканитовая, глифталевая и поливинилформалевая.
Важной характеристикой абразивного инструмента является его твердость, т.е. сопротивляемость связки вырыванию абразивных зерен с поверхности инструмента под влиянием сил резания. Чем тверже круг, тем большая сила необходима, чтобы вырвать зерно из связки, но в то же время в большей степени проявляется склонность инструмента к "засаливанию" (забиванию пор стружкой) особенно при шлифовании вязких материалов.
13.Строгальные работы.
Процесс, при котором производится обработка однолезвийным инструментом, который совершает возвратно-поступательные движения - строгание.
При данном виде обработки на продольно-строгальных станках главное движение сообщается заготовке, а движение подачи - инструменту (резцу). При строгании на поперечно-строгальных станках и обработке заготовок на долбежных станках главное движение сообщается инструменту (резцу), а движение подачи - заготовке или резцу.
Для более полного использования мощности станка применяется многорезцовое строгание.
Высокопроизводительное чистовое строгание осуществляется широкими строгальными резцами, оснащенными пластинками из твёрдых сплавов: процесс ведётся при больших подачах - до 20 мм/дв. ход и более. Рациональный режим резания при строгании определяют по той же методике, что и при точении, с учётом соответствующих поправочных коэффициентов.
Основные недостатки строгания: удар инструмента (резца) в начале каждого рабочего хода и наличие холостого хода, что снижает стойкость инструмента и производительность обработки.
14.Сверлильные работы.
Сверлением называется образование снятием стружки отверстий в сплошном материале с помощью режущего инструмента - сверла. Сверление применяют для получения отверстий не высокой степени точности, и для получения отверстий под нарезание резьбы, зенкирование и развёртыва-ния. Сверление применяется: для получения неответственных отверстий невысокой степени точности и значительной шероховатости, например под крепёжные болты, заклёпки, шпильки и т.д.; для получения отверстий под нарезание резьбы, развёртывания и зенкерование.
Сверление можно получить отверстие с точностью по 10-му, в отдельных случаях - по 11-му квалитету и шероховатостью поверхности Rz 320...80. Свёрла бывают различных видов и изготовляются из быстрорежущих, легированных и углеродистых сталей, а также оснащаются пластинками из твёрдых сплавов. Сверло имеет две режущих кромки. Для обработки металлов различной твёрдости, применяют свёрла с различным углом наклона винтовой канавки.
Для сверления стали пользуются свёрлами с углом наклона канавки 18...30 градусов, для сверления лёгких и вязких металлов - 40...45 градусов, при обработки алюминия, дюралюминия и электрона - 45 градусов. Хвостовики у спиральных свёрл могут быть коническими и цилиндрическими. Конические хвостовики имеют свёрла диаметром 6...80мм. Эти хвостовики образуются конусом Морзе. Шейка сверла, соединяющая рабочую часть с хвостовиком, имеет меньший диаметр, чем диаметр рабочей части.
Свёрла бывают оснащённые пластинками из твёрдых сплавов, с винтовыми, прямыми и косыми канавками, а также с отверстиями для подвода охлаждающей жидкости, твёрдосплавных монолитов, комбинированных, центровочных и перовых свёрл. Эти свёрла изготовляют из инструментальных углеродистых сталей У10, У12, У10А и У12А, а чаще - из быстрорежущей стали Р6М5.
Заточка спиральных свёрл. Чтобы повысить стойкость режущего инструмента и получить чистую поверхность отверстия, при сверлении металлов и сплавов пользуются охлаждающей жидкостью . Просверливаемый Рекомендуемая охлаждающая материал жидкость , Сталь Мыльная эмульсия или смесь минерального и жирных масел, Чугун Мыльная эмульсия или обработка всухую, Медь Мыльная эмульсия или сурепное масло, Алюминий Мыльная эмульсия или обработка всухую, Дюралюминий Мыльная эмульсия, керосин с касторовым или сурепным маслом Силумин Мыльная эмульсия или смесь спирта со скипидаром Резина, эбонит, фибра Обработка всухую Заточку выполняют в защитных очках (если на станке нет прозрачного экрана).
Угол заточки существенно влияет на режим резания, стойкость сверла и, следовательно, на производительность. Качество заточки свёрл проверяют специальными шаблонами с вырезами. Шаблон с тремя вырезами позволяет проверять длину режущей кромки, угол заточки, угол заострения, а также угол наклона поперечной кромки.
Особенности сверления труднообрабатываемых сплавов и пластмасс
Сверление жаропрочных сталей осуществляется при обильном охлаждении 5%-ной эмульсией или водным раствором хлористого бария с добавкой 1% нитрата натрия.
Сверление лёгких сплавов требует особого внимания. Свёрла для обработки магниевых сплавов имеют большие передние углы; малые углы при вершине (24...90 градусов); большие задние углы (15 градусов). Для обработки алюминиевых сплавов свёрла имеют большие углы при вершине (65...70 градусов), угол наклона винтовых канавок (35...45 градусов), задний угол равен 8...10 градусов.
Сверление пластмасс можно производить любыми видами свёрл, однако нужно учитывать их механические свойства. При сверлении одних для охлаждения используют воздух, другие охлаждают 5%-ным раствором эмульсола в воде. Чтобы выходная сторона при сверлении не крошилась, под неё подкладывают жёсткую металлическую опору. Сверление пластмасс выполняется только остронаточенными резцами.
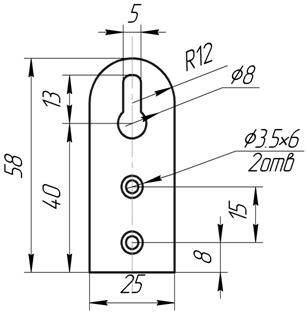
Приведите эскиз детали:
Какой применялся инструмент: спиральные сверла, штангенциркуль, слесарные напильники, линейка метрическая, молоток, сверлильный станок, угольник, радиусомер, кернер, зубило ,чертилка, сверлильный станок НС-КС.
Безопасность труда. При работе на сверлильном станке необходимо соблюдать следующие требования безопасности: правильно установить, надёжно закрепить заготовку на столе станка и не удерживать их руками в процессе обработки; не оставлять ключа в сверлильном станке после смены режущего инструмента; пуск станка производить только при твёрдой уверенности в безопасности работы ; не браться за вращающийся режущий инструмент и шпиндель; не вынимать рукой сломанных режущих инструментов из отверстия, пользоваться для этого специальными приспособлениями; для удаления сверлильного патрона, сверла или переходной втулки из шпинделя пользоваться специальным ключом либо клином; не передавать и не принимать каких-либо предметов через работающий станок ; не работать на станке в рукавицах ; не опираться на станок во время его работы.
15. Вывод:
В ходе данной практической работы я научился пользоваться измерительными инструментами; научился правильно производить разметку деталей; правильно производить рубку метала; резку метала; производить правку и гибку металла; ручное опиливание металла ; сверление, зенкование, развёртку; разборку-сборку поршневой группы снегохода “Буран”.
16. Используемая литература.
1.Макиенко Н. И. Слесарное дело с основами материаловедения 1976г,
2.Покровский Б.С., Скакун В.А. Слесарное дело. 2004г,
3.Катаев А.М.Слесарное дело. Учебное пособие,
4.Гладилин А.В. Курс производственного обучения в машиностроительных техникумах .часть 1-2.1987г,
5.Вишневецкий Ю.Т.Слесарь по ремонту автомобилей: Устройство, техническое обслуживание и ремонт автомобилей. 2006г,
6.Бруштейн Б.Я., Дементьев В.Л.Токарное дело 1998г,
7.Аврутин С.В. Фрезерное дело.1984г.