 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Технологическая подготовка производства на примере ЗАО "Суджанский тракторостроительный завод"
Курсовая работа: Технологическая подготовка производства на примере ЗАО "Суджанский тракторостроительный завод"
Содержание
Введение
1 Технологическая подготовка производства
1.1 Определение технологической подготовки производства
1.2 Основные задачи и этапы ТПП
1.3 Технологическая документация в системе управления ТПП
2 ТПП применительно к ОАО «Суджанский завод тракторных агрегатов»
2.1 Экономическая характеристика предприятия
2.2 Проблемы технологической подготовки производства ОАО «Суджанский завод тракторных агрегатов»
2.3 Пути повышения уровня ТПП
3 Пути совершенствования уровня ТПП
3.1 Организационно-экономические пути ускорения технологической подготовки производства
3.2 Возможности открываемые АСТПП и принципы ее построения
3.3 PDM-системы для управления ТПП
Заключение
Список использованной литературы
Введение
Единая система технологической подготовки производства (ЕСТПП) — основа повышения эффективности производства и качества продукции. Она является средством обобщения и комплексного внедрения достижений науки, техники и передового опыта промышленности в народное хозяйство.
Главная особенность ЕСТПП заключается в том, что основанная на твердой нормативной базе — стандартизации—эта система обеспечивает высокую мобильность промышленности, которая оперативно при высоких производственно-технических показателях может быть переключена на выпуск требуемой номенклатуры изделий, обеспечивая тем самым возможность непрерывного совершенствования действующего производства путем планомерного внедрения новейших достижений науки и техники.
Опыт внедрения стандартов ЕСТПП на сотнях ведущих предприятий различных отраслей машиностроения показал, что применение заложенных в них новых припусков вносит коренные изменения в подготовку производства и позволяет значительно ускорить процесс разработки технологии, изготовления технологической оснастки, сократить в 2—3 раза время, необходимое для освоения новых изделий, и переходить на их выпуск без остановки производства.
Технологическая подготовка производства необходима во многих отраслях. Так, например, без нее не обойтись в промышленности для освоения выпуска новых образцов изделий, повышения технического уровня и качества продукции, улучшения всех технико-экономических показателей работы предприятий. Главной задачей предприятия является всемерное удовлетворение общественных потребностей народного хозяйства и граждан в его продукции (работах, услугах) с высокими потребительскими свойствами и качеством при минимальных затратах, увеличение вклада в ускорение социально-экономического развития страны и обеспечение на этой основе роста благосостояния ее граждан.
Цель курсовой работы: описать технологическую подготовку производства на примере ЗАО «Суджанский тракторостроительный завод» показать эффективность технологической подготовки производства на практике.
Для достижения цели исследования в работе поставлены и решены следующие задачи:
1. Дать характеристику технологической подготовки производства;
2. Описать технологическую подготовку производства на примере ЗАО «Суджанский тракторостроительный завод»;
3. Исследовать пути решения возникших сложностей технологической подготовки производства.
В данной курсовой работе рассматривается технологическая подготовка производства как неотъемлемая часть подготовки производства к выпуску качественной и конкурентоспособной продукции.
1 Технологическая подготовка производства
1.1 Определение технологической подготовки производства
В промышленности освоение выпуска новых образцов изделий, повышение технического уровня и качества продукции, улучшение всех технико-экономических показателей работы предприятий непосредственно связаны с технологической подготовкой производства.
Под технологической подготовкой производства понимается весь комплекс работ по разработке технологии, изготовлению необходимой технологической оснастки и инструмента, установке и освоению нового оборудования и отладке всех операций и всего процесса изготовления нового изделия.
Основными задачами технической подготовки производства на промышленном предприятии являются: формирование прогрессивной технической политики, направленных на создание более совершенных видов продукции и технологических процессов их изготовления; создание условий для высокопроизводительной, ритмичной и рентабельной работы предприятия; последовательное сокращение длительности технической подготовки производства, ее трудоемкости и стоимости при одновременном повышении качества всех видов работ.
Технологическая подготовка производства (ТПП) представляет собой совокупность мероприятий, обеспечивающих технологическую готовность производства, т.е. наличие на предприятии полных комплектов конструкторской и технологической документации и средств технологического оснащения, необходимых для выпуска заданного объема продукции с установленными технико-экономическими показателями [10. с 352]. Так, трудоемкость технологической подготовки по отношению к общей трудоемкости технического проекта изделия в единичном производстве составляет 20-25%, в серийном - 50-55%, а в крупносерийном и массовом - 60-70%. Это связано с тем, что если двигаться от единичного производства к серийному и далее к массовому, то степень технологической оснащенности возрастает, а, следовательно, увеличивается и объем работ по ТПП.
Технологическая подготовка производства на предприятии выполняется отделами главного технолога, главного металлурга, а также технологическими бюро основных цехов, в ведении которых находятся литейные, кузнечные, механические и сборочные цехи. Материальной базой для них служат инструментальный и модельный цехи, технологические лаборатории, опытное производство.
Технологическая подготовка производства является продолжением работ по проектированию изделия. На этой стадии устанавливается, при помощи каких технических методов и средств, способов организации производства должно изготавливаться данное изделие, окончательно определяется его себестоимость и эффективность производства. Такая технология разрабатывается как для каждого нового изделия, так и для традиционной продукции с целью повышения технического уровня и снижения издержек производства, улучшения условий труда, охраны окружающей среды.
Технологическая подготовка производства охватывает проектирование технологических процессов, а именно:
1. выбор и расстановку оборудования на площади цеха;
2. определение и проектирование специальной технологической оснастки;
3. нормирование затрат труда, материалов, топлива и энергии.
Под технологическим процессом понимается совокупность методов изготовления продукции путем изменения состояния, свойств, форм и габаритов исходных материалов, сырья и полуфабрикатов.
Исходя из спроектированного технологического процесса и выбора на этой основе оборудования и режима его работы, определяются основные нормативы расхода рабочего времени, сырья, материалов, топлива, энергии и других элементов производства на единицу продукции [5. с 36].
До начала работ по ТПП, как правило, проводится технологический контроль чертежей, который необходим для анализа и проверки запроектированных изделий (деталей) на технологичность их конструкций, правильность назначения классов точности обработки, рациональность схем сборки и т. д.
Таким образом, из вышесказанного становится очевидным, что в процессе технологической подготовки производства разрабатываются способы механизации и автоматизации производственных процессов, а также решаются некоторые вопросы организации производства. А именно: внедрение поточных методов, организация и оснащение рабочих мест и участков, выбор транспортных средств и средств хранения сырья, полуфабрикатов и продукции и т.п.
1.2 Основные задачи и этапы ТПП
Основными задачами ТПП являются освоение производства и обеспечение выпуска новых изделий высокого качества в установленные сроки и заданного количества с высокой экономической эффективностью их производства и эксплуатации, а также совершенствование действующей технологии выпуска изделий.
Они решаются на всех уровнях и группируются по следующим четырем принципам: обеспечение технологичности изделий; разработка технологических процессов; проектирование и изготовление средств технологического оснащения; организация и управление технической подготовкой производства [12. с 80]. Стандартные технологические процессы разбиваются на операции изготовления стандартных или унифицированных деталей (на предприятиях машиностроения), от качества которых зависит надежность изделия.
К основным этапам технологической подготовки производства относятся:
1) разработка технологических процессов;
2) проектирование технологической оснастки и нестандартного оборудования;
3) изготовление средств технологического оснащения (оснастки и нестандартного оборудования)
4)

выверка и отладка запроектированной технологии и изготовленного
технологического оснащения (рис. 1).
Рис. 1. Последовательность этапов ТПП
На первом этапе осуществляют выбор рациональных способов изготовления деталей и сборочных единиц, разработку новых технологических процессов. Эта работа выполняется на основе: чертежей на вновь спроектированное изделие; ГОСТов, отраслевых и заводских стандартов на материалы, инструмент, а также на допуски и припуски; справочников и нормативных таблиц для выбора режимов резанья; планируемых размеров выпуска изделий.
Содержание работ по проектированию технологических процессов складывается из следующих элементов:
1) выбора вида заготовок; разработки межцеховых маршрутов;
2) определения последовательности и содержания технологических операций; определения, выбора и заказа средств технологического оснащения;
3) установления порядка, методов и средств технического контроля качества;
4) назначения и расчета режимов резания;
5) технического нормирования операций производственного процесса;
6) определения профессий и квалификации исполнителей;
7) организации производственных участков (поточных линий);
8) формирования рабочей документации на технологические процессы в соответствии с ЕСТП.
На втором этапе ТПП, во-первых, проектируют конструкции моделей, штампов, приспособлений, специального инструмента и нестандартного оборудования, а во-вторых, разрабатывают технологический процесс изготовления технологического оснащения, который должен быть достаточно универсальным, но в то же время прогрессивным, совершенным и обеспечивающим высокое качество изготовляемых деталей. Разработка конструкций технологической оснастки осуществляется конструкторскими бюро по оснастке и инструменту в тесной взаимосвязи с технологами, которые проектируют технологические процессы обработки деталей нового изделия.
На третьем этапе ТПП изготавливают всю оснастку и нестандартное оборудование. Это наиболее трудоемкая часть технологической подготовки (60- 80 % труда и средств от общего объема ТПП). Поэтому, как правило, эти работы проводят постепенно, ограничиваясь вначале минимально необходимой оснасткой первой необходимости, а затем повышая степень оснащенности и механизации производственного процесса до максимальных экономически оправданных пределов. На этом этапе осуществляют перепланировку (если это необходимо) действующего оборудования, монтаж и опробование нового и нестандартного оборудования и оснастки, поточных линий и участков обработки и сборки изделий.
На четвертом этапе ТПП выверяют и отлаживают запроектированную технологию; окончательно отрабатывают детали и узлы (блоки) на технологичность: выверяют пригодность и рациональность спроектированной оснастки и нестандартного оборудования, удобство разборки и сборки изделия; устанавливают правильную последовательность выполнения этих работ; проводят хронометраж механообрабатывающих и сборочных операций и окончательно оформляют всю технологическую документацию.
Представленные выше этапы охватывают весь необходимый комплекс работ по ТПП, в том числе конструктивно-технологический анализ изделий, организационно-технический анализ производства, расчет производственных мощностей, составление производственно-технологических планировок, определение материальных и трудовых нормативов, отладку технологических процессов и средств технологического оснащения.
На величину затраченных ресурсов большое влияние оказывает содержание и объем работ по технологической подготовке производства и длительность цикла ТПП. Они зависят от конструктивных и технологических особенностей изделий и типа производства. Чем больше деталей и сборочных единиц входит в изделие, тем больше число операций и соответственно технологических процессов их выполнения, число единиц технологической оснастки и технологических документов, а также трудоемкость ТПП. Длительность цикла ТПП оказывает огромное влияние на величину затрачиваемых ресурсов, незавершенного вспомогательного производства, ускорение оборачиваемости оборотных средств, себестоимость работ по ТПП. Основными направлениями его сокращения являются: увеличение объема работ в параллельном и параллельно-последовательном исполнении и снижение трудоемкости на каждом из этапов.
Основные этапы ТПП более укрупненно разрабатываются в единичном и мелкосерийном производстве. Часто проектирование технологических процессов заключается в разработке лишь технологических маршрутов. В крупносерийном и массовом производстве, когда изготовляется большое число изделий, необходимы более глубокое разделение труда и, следовательно, большая дифференциация операций, т. е. технологические процессы и документация по ТПП разрабатываются более подробно. При этом проявляется закон перехода количества в новое качество [12. с 126].
Из выше изложенного следует, что для наиболее оптимальной работы производства, т. е. с наименьшими трудовыми, временными и финансовыми затратами, необходимо проводить технологическую подготовку производства в соответствии с задачами и этапами, представленными выше. Только в этом случае можно достичь положительного результата.
1.3 Технологическая документация в системе управления ТПП
Управление технологической подготовкой производства – сложный процесс, в котором участвует большое количество персонала предприятия. Для его эффективной организации, в зависимости от отрасли и масштабов производства, применяют различные системы управления. Так, например, применяется централизованная, децентрализованная и смешанная системы ТПП.
При централизованной системе, применяемой в массовом, крупносерийном и серийном производстве, ТПП выполняется НИИ, КБ или технологическими отделами завода. Технологические бюро цехов участвуют во внедрении технологических процессов и в последующем их совершенствовании. Иногда для ТПП привлекаются проектно-технологические институты (ПТИ) или технологические отделы (бюро) научно-исследовательских институтов, которые (кроме технологических разработок для предприятий) выполняют научно-исследовательские работы в области ТПП для отрасли промышленности.
При децентрализованной системе, применяемой в единичном и мелкосерийном производстве с частой сменой выпускаемых изделий, разработка технологических процессов ведется в основных цехах. Технологические отделы завода кроме методического руководства технологическими службами завода проводят работы по типизации технологических процессов и нормализации (стандартизации) технологического оснащения, а также исследовательские и экспериментальные работы и работы по совершенствованию технологических процессов [11. с 443].
В смешанной системе технологические процессы на новую устойчивую продукцию разрабатываются в технологических отделах, а на часто сменяющуюся в производстве продукцию – в цехах.
При централизованной и смешанной системах отдел главного технолога (ОГТ) может иметь в своем составе такие бюро:
1. технологической документации, конструкторское (по оснастке), нормирования, планирования ТПП, планово-диспетчерское, а также технологические лаборатории (металлургическую, химико-термическую, сварочную, резания);
2. технологические бюро: по заготовительным, механическим и сборочным процессам; предметные бюро (по группам изделия или их отдельных частей) и инструментальное хозяйство (инструментальные цехи, ЦИС).
Функционально ОГТ подчиняются технологические бюро основных цехов. Планирование и координацию всех работ ТПП, контроль за сроками их выполнения и комплектностью подготовки ведет бюро (отдел) планирования подготовки производства (БППП), подчиняющийся обычно заместителю главного инженера по подготовке производства.
В ходе выполнения работ по технологической подготовки производства используется технологическая документация для различных типов производства (единичного, серийного и массового). Она отличается глубиной разработки технологических процессов и степенью их детализации.
Сначала разрабатываются маршрутные межцеховые карты на технологические процессы изготовления деталей и сборочных единиц. Они указывают последовательность прохождения заготовок, деталей или сборочных единиц по цехам и производственным участкам предприятия [12. с 78].
Для изготовления деталей и сборки изделия в единичном или мелкосерийном производствах достаточно иметь конструкторскую документацию, маршрутное или маршрутно-операционное описание технологического процесса либо перечень полного состава технологических операций без указания переходов и технологических режимов.
Для серийного и массового производств кроме маршрутной технологии разрабатывается технологический процесс с операционным описанием формообразования, обработки и сборки. При этом для единичных технологических процессов разрабатывается операционная технологическая карта, для типовых (групповых) технологических процессов - карта типовой (групповой) операции. В них указываются все переходы по данной конкретной операции и способы выполнения каждого, технологические режимы, данные о средствах технологического оснащения, материалах и затратах труда. Обычно в операционных картах помещают эскизные чертежи, изображающие детали или части деталей и содержащие те размеры и указания на обработку, которые необходимы для выполнения данной операции (способ закрепления деталей на станке, расположение инструмента, приспособление и др.). Кроме того, для определенных изделий разрабатываются карты типовых технологических процессов нанесения электролитических покрытий, химической обработки, нанесения лакокрасочных покрытий, ведомости удельных норм расхода растворителей, анодов, химикатов, ведомости подетальных отходов и другие документы.
Исходная информация для разработки технологических процессов может быть базовой, руководящей и справочной. Базовая информация включает наименование объекта, а также данные, содержащиеся в конструкторской документации. Руководящая информация - это отраслевые и заводские стандарты, устанавливающие требования к технологическим процессам, оборудованию, оснастке, документация на действующие типовые и групповые технологические процессы, производственные инструкции, документация для выбора нормативов по технике безопасности и промышленной санитарии. Справочная информация включает документацию опытного производства, описания прогрессивных методов изготовления, каталоги, справочники, альбомы компоновок, планировок и др.
В документообороте организации используют единую систему технологической подготовки производства (ЕСТПП) – (см. рис. 1.) установленная государственными стандартами система организации и управления технологической подготовкой производства (ГОСТ 14.001–73).
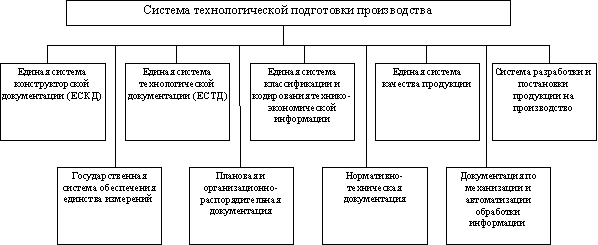
Рис. 1. Состав документации по методам и средствам ТПП
Основное назначение ЕСТПП согласно ГОСТ 14.001–73* заключается в создании системы организации и управления процессом ТПП. Порядок формирования и применения документации на методы и средства ТПП определяется отраслевыми стандартами, стандартами предприятий и документацией различного назначения, разработанной в соответствии со стандартами ЕСТПП.
Главная особенность ЕСТПП заключается в том, что основанная на твердой нормативной базе — стандартизации—эта система обеспечивает высокую мобильность промышленности, которая оперативно при высоких производственно-технических показателях может быть переключена на выпуск требуемой номенклатуры изделий, обеспечивая тем самым возможность непрерывного совершенствования действующего производства путем планомерного внедрения новейших достижений науки и техники.
Из вышеизложенного следует, что система управления производством зависит от отрасли и масштаба производства, а также, что внедрение ЕСТД обеспечивает рациональную организацию технологических работ.
2 ТПП применительно к ОАО «Суджанский завод
тракторных агрегатов»
2.1 Экономическая характеристика предприятия
ОАО «Суджанский завод тракторных агрегатов», как и любая другая организация, представленная на рынке, фиксирует свою хозяйственную деятельность в бухгалтерском балансе для отчетности перед налоговыми и другими государственными органам. Актив баланса позволяет дать общую оценку имущества, находящегося в распоряжении организации ОАО «Суджанский завод тракторных агрегатов». А также выделить в составе имущества оборотные (мобильные) и внеоборотные (иммобилизованные) средства. К имуществу относятся основные фонды, оборотные средства и другие ценности, стоимость которых отражена в балансе (таблица 1).
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |