 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Разработка конструкторско-технологической документации на изготавление мужского пиджака в потоке
Сборка мужского пиджака представлена в соответствии с рисунком 5.1.
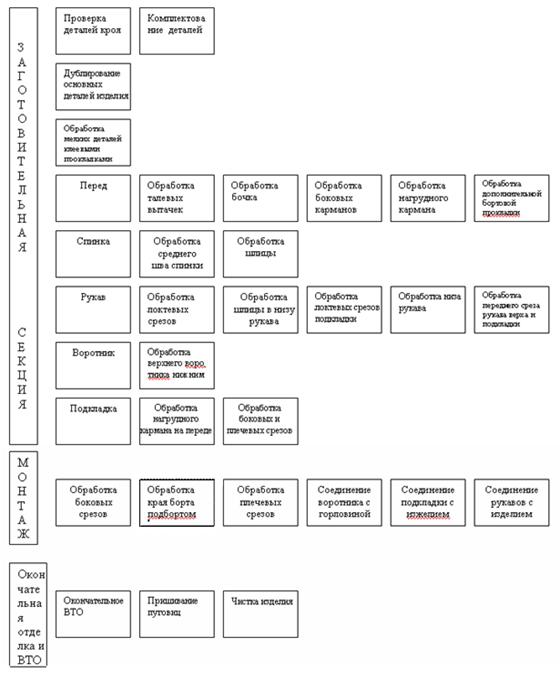
Рисунок 5.1 – Схема последовательности сборки мужского пиджака
5. ВЫБОР МЕТОДОВ ОБРАБОТКИ И ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОЕКТИРУЕМОГО ИЗДЕЛИЯ
Эффективность производства швейных изделий во многом определяется выбранными методами обработки. Из возможных вариантов обработки каждого узла данного изделия выбирают такие, которые могут быть использованы в разрабатываемом (проектируемом) технологическом процессе. Методы обработки устанавливаются с учетом применяемого оборудования и приспособлений.
Одновременно с выбором методов обработки выбирают оборудования, оптимальных режимов его работы и приспособлений на каждой операции.
Методы обработки одних и тех же узлов многовариантны. Поэтому необходимо в каждом конкретном случае выбрать наиболее оптимальный вариант, который, обеспечивая высокое качество обработки детали или узла, позволял бы снизить затраты времени и наиболее полно использовать производительность оборудования.
Экономическую эффективность применения нового высокопроизводительного оборудования или новых методов обработки оценили по показателям:
1) процент снижения затрат времени на обработку Рсз,% :
Рсз = (tс - tпр ) 100 / tс ( 1)
2) процент повышения производительности труда Рпт,%:
Рпт = (tc - tпр) 100 / tпр , (2)
где tс - затраты времени на обработку сборочной единицы изделия по существующей технологии; с;
tпр -затраты времени на обработку сборочной единицы изделия по проектируемой технологии, с.
Так как указанные показатели рассчитаны на обработку одного узла или сборочной единицы, необходимо произвести их перерасчет по отношению к трудоемкости изделия, используя величину удельной трудоемкости узла в изделии u:
u=tузла/ Т изд , ( 3)
где tузла - затраты времени на обработку узла по проектируемой технологии, с;
Тизд - затраты времени на обработку изделия по проектируемой технологии, с;
u - удельная трудоемкость узла в изделии.
Тогда:
Рсз изд = Рсз узла . u;
Рпт изд = Р пт узла . u .
Одним из наиболее важных показателей при изготовлении одежды является качество обработки. Для оценки стабильности качества можно использовать степень механизации см, который показывает уровень применения универсального, специального и специализированного оборудования в технологическом процессе в целом и при обработке отдельных узлов.
Возможные варианты обработки узлов проектируемого изделия представлены на рисунках 5.1, 5.2, 5.3, 5.4.
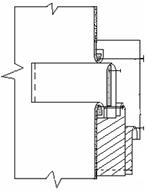
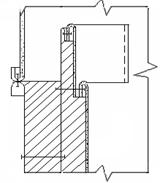
А – существующий; Тс=540 Б – проектируемый; Тп=482
Рисунок 5.1 – Варианты обработки нагрудного кармана с листочкой.
Таблица 5.1.1 - Технологическая последовательность обработки нагрудного кармана с листочкой.
| № операции | Наименование операции | Специальность |
Ра- зряд |
Затрата времени, с | Оборудование, приспособление | |
| Существующий метод | Проектируемый метод | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Наметить место расположения кармана | Р | 3 | 63 | 63 | Линейка, мел |
| 2 | Соединить прокладку с листочкой | См | 1 | 27 | - | 426 ЗАО ЗПШМ г. Подольск РФ |
| 2а | Соединить листочку с клеевой прокладкой | П | 3 | - | 21 | Стол утюжильный СS- 394К+395 /11 |
| 3 | Наметить линию сгиба листочки | Р | 2 | 9 | - | Мел, лекало, |
| 4 | Заутюжить листочку по намеченным линиям | У | 3 | 40 | - | Стол утюжильный СS- 394К+395 /11 |
| 5 | Нанести на листочке линию притачивания подкладки | Р | 2 | 9 | 9 | Мел, лекало, |
| 6 | Притачать подкладку кармана к шву притачивания листочки на перед | М | 1 | 13 | - | 131-121+50 АО «Орша» Беларусь |
| 6а | Притачать подкладку к верхнему краю листочки | м | 3 | - | 10 | 131-121+50 АО «Орша» Беларусь |
| 7 | Стачать боковые стороны листочки | м | 2 | 26 | 26 | 131-121+50 АО «Орша» Беларусь |
| 8 | Подрезать швы в углах листочки | р | 1 | 5 | 5 | ножницы |
| 9 | Вывернуть листочку на лицевую сторону, выправить углы | р | 1 | 35 | 35 | Спецколышек |
| 10 | Приутюжить листочку | у | 3 | 18 | 18 | Стол утюжильный СS- 394К+395 /11 |
| 11 | Нанести на листочке линии притачивания ее к детали переда | р | 2 | 15 | 15 | Мел, лекало, |
| 12 | Нанести на левую часть переда линии расположения верхнего кармана | р | 3 | 63 | 63 | Мел, лекало, |
| 13 | Притачать листочку к детали переда | м | 4 | 60 | 60 | 131-121+50 АО «Орша» Беларусь |
| 14 | Выполнить надсечки в концах шва притачивания листочки | р | 1 | 7 | 7 | ножницы |
| 15 | Притачать подкладку листочки к детали переда | м | 4 | - | 35 | 131-121+50 АО «Орша» Беларусь |
| 16 | Притачать подкладку с подзором к детали переда | м | 4 | 33 | - | 131-121+50 АО «Орша» Беларусь |
| 17 | Разрезать деталь переда по линии входа в карман между строчками и в концах кармана | р | 4 | 16 | 16 | ножницы |
| 18 | Выполнить надсечки в концах шва притачивания подзора | р | 4 | 7 | 7 | ножницы |
| 19 | Вывернуть подкладку кармана в сторону изнанки переда | р | 4 | 7 | 7 | - |
| 20 | Стачать срезы подкладки кармана | М | 2 | 20 | 20 | 131-121+50 АО «Орша» Беларусь |
| 21 | Приутюжить верхний карман с листочкой | у | 3 | 32 | 32 | Стол утюжильный СS- 394К+395 /11 |
| Итого | 540 | 482 | ||||
Проанализировав два методов обработки верхнего нагрудного кармана с листочкой можно сделать вывод, что сокращение затрат времени на 58с произошло за счет замены оборудования при соединении листочки с клеевой прокладкой, и за счет притачивания подкладки кармана к верхнему краю листочки.
Страницы: 1, 2, 3, 4, 5, 6, 7, 8, 9
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |