 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Привод ленточного транспортера, состоящего из электродвигателя, цилиндрического двухступенчатого редуктора и соединительных муфт
а1 = 1 - коэффициент, долговечности в функции необходимой надежности;
k = 3 - показатель степени
для шариковых подшипников. Так как расчетный ресурс ![]() ,
то предварительно назначенный подшипник 315 пригоден.
,
то предварительно назначенный подшипник 315 пригоден.
При требуемом ресурсе надежность выше 90%.
7. Конструирование элементов цилиндрической передачи
Шестерни выполняем как единое целое с валом, размеры этой детали определены ранее.
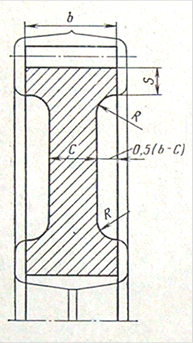
Рис. 7.1
При крупносерийном производстве заготовку зубчатого колеса получают свободной ковкой с последующей токарной обработкой. Представленная на рис.7.1 конструкция колеса имеет несложную технологию изготовления, небольшой вес, обеспечивает экономию материала и достаточную несущую способность.
Размеры колес вычисляем в зависимости от диаметров валов под колеса и ширин колес вычисленных ранее.
Колесо быстроходной ступени:
Диаметр ступицы:
dcm= 1,5 · dk= 1,55 · 65 = 100,75 мм
принимаем dcm= 105 мм.
Толщина зубчатого венца:
S = 2,2 · m + 0,05 · 45 = 2,2 · 3 + 0,05 · 45 = 8,85 мм
|
Фаска:
f=0,5 · m = 0,5 · 3 = 1,5 мм
принимаем в соответствии f = 1,5 мм, угол фаски 45°.
Чтобы уменьшить объем точной механической обработки на диске колеса применим выточки, при этом толщина диска в этом месте:
С = 0,5 · b = 23 мм, для свободной выемки заготовки колеса из штампа применяем штамповочные уклоны (7°) и радиусы скругления R = 6 ≥ мм
На диаметр вершин зубьев назначаем поле допуска h11, на диаметр посадочного отверстия назначаем поле допуска Н7, на шпоночный паз поле допуска Js9. Предельные отклонения остальных размеров принимаем: для отверстий HI4, валов h14, остальных ± IT 14/2.
Шероховатость поверхности зубьев Ra1,3, шероховатость посадочной поверхности Ra O,80, шероховатость торцовых поверхностей колеса Ra 3,2, шероховатость остальных поверхностей Ra6.3.
Колесо тихоходной ступени:
Диаметр ступицы:
dcm= 1,5 · dk= 1,55 · 86 =129 мм
принимаем dcm= 130 мм.
Толщина зубчатого венца:
S = 2,2 · m + 0,05 · 45 = 2,2 · 5 + 0,05 · 80 = 15 мм
принимаем S = 18 мм.
Фаска:
f=0,5 · m = 0,5 · 5 = 2,5 мм
принимаем в соответствии f = 2,5 мм, угол фаски 45°.
Чтобы уменьшить объем точной механической обработки на диске колеса применим выточки, при этом толщина диска в этом месте:
С = 0,5 · b = 40 мм, для свободной выемки заготовки колеса из штампа применяем штамповочные уклоны (7°) и радиусы скругления R = 6 ≥ мм
На диаметр вершин зубьев назначаем поле допуска h11, на диаметр посадочного отверстия назначаем поле допуска Н7, на шпоночный паз поле допуска Js9. Предельные отклонения остальных размеров принимаем: для отверстий HI4, валов h14, остальных ± IT 14/2.
Шероховатость поверхности зубьев Ra1,3, шероховатость посадочной поверхности Ra O,80, шероховатость торцовых поверхностей колеса Ra 3,2, шероховатость остальных поверхностей Ra6.3.
8. Расчёт шпонок
Для соединения валов с деталями вращения принимаем шпонки по ГОСТ 23360-78 как наиболее простые по конструкции. Расчёт шпонки сводится к определению её рабочей длины. Размеры шпонки выбираем в зависимости от диаметра соответствующего вала.
Шпонка соединения полумуфты и быстроходного вала:
 ,
,
где h = 8 мм - высота шпонки; d = 40 мм - диаметр выходного конца вала; [σсм] = 180 Н/мм2 - допускаемые напряжения смятия для стальной ступицы.
Принимаем шпонку - 12 х 8 х 22 ГОСТ 23360-78
Шпонка соединения промежуточного вала и колеса:

где h = 11 мм - высота шпонки; d = 60 мм - диаметр вала; [σсм] = 180 Н/мм2 - допускаемые напряжения смятия для стальной ступицы.
Принимаем шпонку - 18 х 11 х 45 ГОСТ 23360-78
Шпонка соединения тихоходного вала и колеса:

где h = 14 мм - высота шпонки; d = 86 мм - диаметр вала; [σсм] = 180 Н/мм2 - допускаемые напряжения смятия для стальной ступицы.
Принимаем шпонку - 22 х 14 х 50 ГОСТ 23360-78
Шпонка соединения полумуфты тихоходного вала:

где h = 12 мм - высота шпонки; d = 70 мм - диаметр вала; [σсм] = 180 Н/мм2 - допускаемые напряжения смятия для стальной ступицы.
Принимаем шпонку - 20 х 12 х 100 ГОСТ 23360-78
9. Уточнённый расчёт валов
9.1 Построение эпюр изгибающих и крутящих моментов
Применяя метод сечений строим эпюры изгибающих моментов в плоскостях XOZ и YOZ. Эпюры представлены на рис.9.1.
По эпюрам определяем максимальные значения изгибающих моментов и крутящего момента:
My max = 245157 Н · мм
Mx max = 519788 Н · мм
Mкр max = 2746540 Н · мм
9.2. Проверка статической прочности вала
Для тихоходного вала опасным является сечение под подшипником, расположенным ближе к выходу вала, где действует максимальный изгибающий момент.
Геометрические характеристики сечения:
Момент сопротивления изгибу:
![]()
Момент сопротивления кручению:

Напряжение от изгиба:
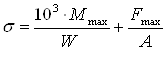 ,
,
где ![]()
![]() - коэффициент
перегрузки, для асинхронных двигателей
- коэффициент
перегрузки, для асинхронных двигателей ![]()
Fmax = 0 - т.к отсутствует осевая сила
![]()
Напряжение от кручения:
 ,
,
где ![]()
Частные коэффициенты запаса прочности:
![]()
![]()
Общий коэффициент запаса прочности по пределу текучести:

Статическая прочность обеспечена, т.к ![]() ;
; ![]() , где
, где ![]()
9.3. Проверка усталостной прочности тихоходного вала
Примем, что нормальные напряжения от изгиба изменяются по симметричному циклу, а касательные от кручения - по отнулевому (пульсирующему).
Проверка усталостной прочности состоит в определении коэффициентов запаса прочности S для опасных сечений и сравнении их с требуемыми (допускаемыми) значениями [s] = 1,5 - 2,5. Прочность соблюдена если s ≥ [s].
Производим расчёт для предположительно опасного сечения вала, место посадки колеса на вал - концентрация напряжений обусловлена действием максимальных моментов.
Для опасного сечения вычисляем коэффициент S:
![]()
Коэффициенты запаса по нормальным и касательным напряжениям:
![]() ;
; ![]()
Напряжения в опасном сечении:
 ;
; 
Пределы выносливости вала в рассматриваемом сечении:
![]() ;
; ![]() ,
,
где ![]() и
и ![]() - пределы выносливости
гладких образцов при симметричном цикле изгиба и кручения;
- пределы выносливости
гладких образцов при симметричном цикле изгиба и кручения; ![]() и
и ![]() - коэффициенты снижения
предела выносливости:
- коэффициенты снижения
предела выносливости:
![]()
где ![]() и
и ![]() - коэффициенты влияния
абсолютных размеров поперечного сечения;
- коэффициенты влияния
абсолютных размеров поперечного сечения; ![]() и
и
![]() - коэффициенты влияния
качества поверхности; KV -
коэффициент влияния поверхностного упрочнения. Для оценки концентрации
напряжения в местах установки деталей с натягом используют отношение
- коэффициенты влияния
качества поверхности; KV -
коэффициент влияния поверхностного упрочнения. Для оценки концентрации
напряжения в местах установки деталей с натягом используют отношение ![]() и
и ![]() ).
).
Коэффициент влияния ассиметрии цикла:
![]() , где
, где
![]() - коэффициент
чувствительности материала к ассиметрии цикла напряжений.
- коэффициент
чувствительности материала к ассиметрии цикла напряжений.
![]()
![]()
![]()
![]()

Сопротивление усталости вала в данном сечении обеспечивается.
10. Конструктивные элементы валов, допуски, посадки и шероховатости
На выходные участки валов, предназначенные для установки полумуфт, назначаем поле допуска n6. На выходных участках с диаметром под подшипник в месте работы уплотнения назначаем поле допуска d9, кроме того место работы манжеты необходимо закалить на глубину h = 0.9...1 мм до твёрдости 40...50 HRC и отшлифовать до шероховатости Ra 0.2. На участке вала под подшипник предусматриваем приемный участок для посадки подшипника с полем допуска d9. Под подшипниками принимаем поле допуска k6. В месте установки зубчатого колеса на тихоходном валу поле допуска t6. На шпоночный паз назначаем поле допуска р9. Предельные отклонения остальных размеров принимаются для отверстий по HI4, валов hi4, остальных ±IТ 14/2.
Шероховатость участков валов сопрягаемых с другими деталями Ra l.25 (кроме указанной выше), шероховатость галтелей и других переходных участков Ra 2.5, шероховатость остальных поверхностей Ra 6.3.
11. Смазка редуктора
Применим картерную систему смазывания.
Для смазки передачи принимаем масло И-Г-А-68 ГОСТ 20799-68.
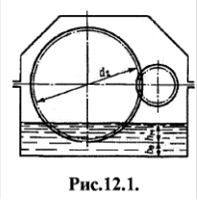
В соответствии с рекомендациями стр.173 [3] глубина погружения в масло колёс цилиндрического редуктора: 2m≤ h≤ 0.25· d2т, но не менее 10 мм.
Смазка подшипников осуществляется закладыванием пластичной смазки в подшипниковые узлы. Смазочный материал ЦИАТИМ 202 ГОСТ 11110-74.
Для слива масла из редуктора предусматриваем сливное отверстие, закрываемое пробкой с конической резьбой по ГОСТ 12718-67.
Для контроля за уровнем масла предусмотрим маслоуказатель П-30 по МН 176-63.
При длительной работе редуктора в связи с нагревом масла и воздуха повышается давление внутри корпуса, что приводит к просачиванию масла через уплотнения и стыки, чтобы избежать этого, внутреннюю полость корпуса сообщаем с внешней средой при помощи установки отдушины в верхней его точке, отдушину используем также в качестве пробки, закрывающей отверстие для заливки масла.
Для предохранения от вытекания смазочного материала из подшипниковых узлов, а также для защиты их от попадания из вне пыли и влаги принимаем для обоих валов манжетные уплотнения по ГОСТ 8752-79. Для предотвращения попадания смазки из картера в подшипниковые узлы и попадания пластичной смазки подшипников в картер предусматриваем маслоотражательные кольца.
12. Конструирование крышек подшипников
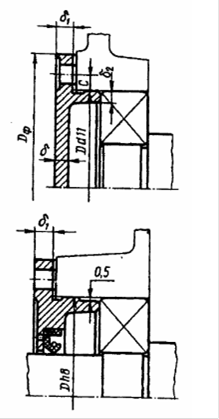
Крышки подшипников принимаем привертными в соответствии с рис.12.1
Крышки изготовим из чугуна марки СЧ15 ГОСТ 1412-79.
Определяющим в конструировании крышки является диаметр отверстия в корпусе под подшипник. Толщину стенки б, диаметр d и число z винтов крепления крышки к корпусу в зависимости от этого параметра.
Определение размеров крышки подшипника быстроходного вала.
Наружный диаметр подшипника быстроходного вала D = 100 мм, принимаем δ=7 мм, d =10 мм, z = 6.
Толщина флаца крышки:
δ1 =1,2 = 1,2 δ = 1,2 · 7 = 8,4 мм
принимаем δ 1 = 9 мм.
Толщина центрирующего пояска крышки:
δ2 = δ= 7 мм
Диаметр фланца крышки:
Dф = D + 4d = 100 + 4 · 10 = 140 мм
Расстояние от поверхности отверстия под подшипник до оси крепёжного винта:
C = d = 10 мм
Определение размеров крышки подшипника промежуточного вала.
Наружный диаметр подшипника D = 110 мм, принимаем δ=7 мм, d = 10 мм, z = 6.
Толщина фланца крышки:
δ1 =1,2 = 1,2 δ = 1,2 · 7 = 8,4 мм
принимаем δ 1 = 9 мм.
Толщина центрирующего пояска крышки:
δ2 = δ= 7 мм
Диаметр фланца крышки:
Dф = D + 4d = 110 + 4 · 10 = 150 мм
Расстояние от поверхности отверстия под подшипник до оси крепёжного винта:
C = d = 10 мм
Определение размеров крышки подшипника тихоходного вала.
Наружный диаметр подшипника D = 160 мм, принимаем δ =8 мм, d =12 мм, z = 6. Толщина фланца крышки:
δ1 = 1,2δ = 1,2 · 8 = 9,6 мм
принимаем δ1 =10 мм.
Толщина центрирующего пояска крышки:
δ2 = δ = 8 мм
Диаметр фланца крышки:
Dф = D + 4d = 160 + 4 · 12 = 208 мм
Расстояние от поверхности отверстия под подшипник до оси крепёжного винта:
C = d = 12 мм.
13. Конструирование корпуса редуктора
Редуктор вместо указанного в задании вертикального исполнения будет иметь обычное горизонтальное исполнение, из-за конструктивных особенностей данного редуктора.
Поскольку предполагается крупносерийное, а не единичное производство привода, то корпус редуктора целесообразнее выполнить литым. Таким образом оправдываются расходы на оснастку для литья, за счёт высокой производительности.
Корпус состоит из двух частей картера и крышки, соединённых болтами по ГОСТ 7808-70. Для того чтобы точно зафиксировать крышку относительно корпуса при обработке отверстий и сборке применяем штифты по ГОСТ 3129-70. Подшипниковые узлы закрываются точёными привертными крышками. Картер и крышку привода отливают из чугуна СЧ15 ГОСТ 1412-79. После отчистки отливок производят механическую обработку плоскостей и отверстий.
Для определения размеров корпуса используем данные главы 17 [3].
Толщина стенки картера и крышки:
![]()
принимаем δ = 10 мм.
где ТТ - вращающий момент на тихоходном валу редуктора.
Толщина фланца корпуса и крышки:
b = 1,5δ = 1,5 · 10 = 15 мм
Ширина фланца корпуса и крышки:
l = 2,2δ = 2,2 · 10 = 22 мм
принимаем l =30 мм.
Диаметр болтов соединяющих крышку и корпус:
![]()
принимаем d = 18 мм.
Диаметр болтов крепления редуктора к раме:
dф = 1,25 d= 1,5 · 18 = 24 мм
принимаем dф =24 мм.
Диаметр штифтов фиксирующих крышку относительно корпуса:
dшт = 0,8d = 0,8 · 18 = 14,4 мм
принимаем dшт =16 мм.
Места крепления корпуса к раме принимаем в виде лап расположенных по углам корпуса.
Обрабатываемые поверхности крышки и картера выполняем в виде платиков. Прочие размеры корпуса и его конструктивные формы определяются прорисовкой.
Для транспортировки корпуса и удобства снятия крышки предусматриваем проушины.
Для осмотра зацепления и залива масла предусматриваем люк в крышке закреплённый на ней винтами М6х12 ГОСТ 7473-72.
14. Конструирование рамы
Для обеспечения точного и постоянного взаиморасположения элементов привода применяем сварную раму.
Рама сваривается из стандартных швеллеров и листов. Размеры рамы определяются прорисовкой привода. При сварке располагаем швеллеры полками наружу, поскольку так удобнее крепить на неё элементы привода.
Элементы привода крепятся к раме при помощи болтового соединения. Для более надёжного соединения в местах установки болтов на внутренние поверхности полок швеллеров накладываем шайбы. Такие же шайбы устанавливаем в местах установки фундаментных болтов, предназначенных для крепления рамы к полу.
К полу рама крепится при помощи фундаментных болтов с коническими концами. Болты устанавливаются в отверстия в полу и заливаются цементом.
15. Сборка редуктора и монтаж привода
15.1 Сборка редуктора
Перед сборкой внутреннюю полость корпуса редуктора тщательно очищают и покрывают маслостойкой краской.
Сборку производят в соответствии со сборочным чертежом редуктора, начиная с узлов валов:
На ведущий вал насаживают маслоотбойные кольца и подшипники, предварительно нагретые в масле до температуры 80 - 100 °С.
В промежуточный вал закладывают шпонку и напрессовывают зубчатое колесо; затем надевают дистанционную втулку и устанавливают маслоотбойные кольца и подшипники, предварительно нагретые в масле.
В ведомый вал собирается аналогично промежуточному.
Собранные валы укладывают в основание корпуса редуктора и надевают крышку корпуса, покрывая предварительно поверхности стыка крышки и корпуса спиртовым лаком. Для центровки устанавливают крышку на корпус при помощи двух конических штифтов; затягивают болты, крепящие крышку к корпусу.
Закладывают пластичную смазку в подшипниковые узлы.
После этого ставят крышки подшипников с комплектом металлических прокладок для регулировки.
Перед постановкой сквозных крышек в проточки закладывают манжеты. Проверяют проворачиванием валов отсутствие заклинивания (валы должны проворачиваться от руки) и закрепляют крышки винтами.
Затем ввёртывают пробку маслоспускного отверстия и пробки, указывающие уровень масла.
Заливают в корпус масло и закрывают смотровое отверстие крышкой с прокладкой из технического картона; закрепляют крышку болтами. Собранный редуктор обкатывают и подвергают испытаниям на стенде по программе, установленной техническими требованиями.
15.2 Монтаж привода
После монтажа рамы и установки барабана к раме крепят редуктор, контролируя при установке соосность быстроходного вала и вала двигателя, тихоходного вала редуктора и вала барабана.
Далее валы соединяют муфтами.
Проводят обкатку редуктора и двигателя в течение 30 минут.
Заключение
В данном проекте в результате работы был разработан привод ленточного транспортёра. Транспортёр предназначен для перемещения отходов производства (древесная щепа), полностью отвечающий требованиям отраженным в техническом задании.
Список литературы
1. Анурьев В.И. "Справочник конструктора машиностроителя" М.: Машиностроение 1978.
2. Дунаев П.Ф., Леликов О.П. "Конструирование узлов и деталей машин" М.: Высшая школа 2001.
3. Чернавский С.А. "Курсовое проектирование деталей машин" М.: Машиностроение 1979.
4. Васильев В.З. "Справочные таблицы по деталям машин" М.: Машиностроение 1966.