 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Технологический процесс восстановления ролика опорного катка трактора Т-130
Определяем площадь
участка, Fуч, ![]() , по формуле
, по формуле
![]() (8)
(8)
если 
где ![]() - площадь оборудования
- площадь оборудования![]() ;
;
![]() - коэффициент плотности
расстановки оборудования.
- коэффициент плотности
расстановки оборудования.
![]()
1.8 Описание технологического процесса на участке
Кузнечный цех имеет своим назначением ремонт упругих элементов подвесок с устранением остаточных деформаций и изготовление деталей методом пластического деформирования (давления).
Требующие восстановления изделия поступают на участок со склада деталей, ожидающих ремонта. После ковочных работ согласно технологическому маршруту их направляют на дальнейшую обработку (обычно слесарно-механическую). Восстановленные детали поступают на участок комплектования. Подлежащие ремонту рессоры в собранном виде поступают на рессорный участок (отделение), подвергаются разборке, промывке и дефектации. Рессорные листы, требующие восстановления, отжигаются в печи и затем подвергаются деформации для получения требуемой формы (стрелы прогиба). После этого они подвергаются термической обработке и рихтуются. Восстановленные листы поступают на посты сборки рессор. Работы по ремонту рессор ориентировочно могут быть распределены по видам (в % от общего объема работ) так: разборочно-сборочные 30, термические 35, подгоночно-рихтовочные 25, прессовые и сверлильные 7, испытания 3. Для обоснованного решения вопросов, связанных с расчетом и подбором оборудования, подсчитанный годовой объем работ по кузнечным операциям распределяется по видам работ.
Это распределение в % от общего объема составляет при изготовлении деталей:
ковка вручную — 0 ... 30;
машинная ковка — 60 ... 95;
ковка под прессом — 5 ... 10;
при восстановлении деталей:
ковка вручную — 70 ... 90;
машинная ковка — 10 ... 30.
При разработке мероприятий по охране труда и технике безопасности особое внимание должно быть уделено обеспечению общеобменной вентиляции на участке и местной вентиляции от нагревательных печей, горнов и ванн охлаждения.
Термический участок - предназначен для выполнения различных операций по термической и химико-термической обработке деталей. Участок обеспечивает удовлетворение потребностей основного и вспомогательного производств. К числу операций, выполняемых здесь, относятся: отжиг, нормализация, цементация, закалка с нагревом в печах и токами высокой частоты, различные виды отпуска. Порядок выполнения работ (схема технологического процесса) на термическом участке представляется следующим образом. Детали на участок поступают согласно технологическим маршрутам со склада деталей, ожидающих ремонта, или со слесарно-механического участка. После термической обработки детали контролируют на твердость и глубину поверхностно-закаленного слоя. Признанные годными детали транспортируются на слесарно-механический участок для последующей обработки (шлифование, финишная обработка).
В интересах обеспечения безопасности работ и передвижения ширина проезда на участке при одностороннем движении электрокаров, автопогрузчиков принимается 2,5 ... 3,0 м, при двустороннем — 4,0 м. Вентиляция должна быть общеобменной на участке и местной от нагревательных печей.
1.9 Подъемно – транспортные средства
На участке предусмотрен кран подвесной электрический 2-16, 8-15-6-380 ГОСТ 7890-73, грузоподъёмностью 2тонны.
1.10 Основные строительные требования
На участке приняты:
Ø Пролет и шаг колон – 12х12 м;
Ø Высота помещения до головки подкранового рельса - 6 м;
Ø Толщина стен:
· наружные - 51 см;
· внутренние - 25 см;
Ø пол глинобетонный;
Ø освещение искусственное;
Ø приточно-вытяжная вентиляция с 5и кратным обменом воздуха;
Ø двери двупольные шириной 1,5 м высотой 2,4 м.
2 ТЕХНИКА БЕЗОПАСНОСТИ И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
Наковальня для ручной ковки должна быть укреплена на деревянной подставке, усиленной железным обручем, и установлена так, чтобы её рабочая поверхность была горизонтальной. Клещи для удержания обрабатываемых поковок следует выбирать по размеру так, чтобы при захвате поковок зазор между рукоятками клещей был не менее 45 мм. Для прочного удержания обрабатываемых заготовок на рукоятки клещей следует надевать зажимные кольца (шпандыри). Перед ковкой нагретый металл надо очищать от окалины металлической щёткой или скребком. Заготовку необходимо класть на середину наковальни так, чтобы она плотно прилегала к наковальне. Кузнец должен держать инструмент так, чтобы рукоятка находилась не против него, а с боку. Команду молотобойцу «Бей» может подавать только кузнец. По команде «Стой», кем бы она ни была подана, молотобоец должен немедленно прекратить работу. При рубке металла в том направлении, куда могут отлетать обрубаемые куски металла, должны устанавливаться переносные щиты. При изгибе полосового материала или изготовлении ушков на рессорных листах должны применяться специальные приспособления (стенды), снабженные зажимными винтами для крепления полос. Гидравлические струбцины для клёпки должны надёжно подвешиваться к потолку или специальному устройству. Горячие поковки и обрубки металла необходимо складывать в стороне от рабочего места. Перед началом работы на молоте следует проверить холостой ход педали, исправность ограждения (блокировки), а также прогреть бойки молота куском горячего металла, зажимаемого между верхним и нижним бойками. Перед ремонтом рама автомобиля должна устанавливаться в устойчивое положение на подставки (козелки). Рихтовка рессор в ручную может производиться на специально отведенном участке с применением мер противошумной защиты.
Не допускается:
Ø Обрубать не нагретые листы рессор;
Ø Ставить вертикально у стены листы рессор, рессоры и подрессорники;
Ø Направлять заклёпку после подачи жидкости под давлением в цилиндр струбцины;
Ø Работать на станке для рихтовки рессор, не имеющем концевого выключателя реверсирования электродвигателя;
Ø Ковать черные металлы, охлажденные ниже +800ОС;
Ø Ковать металлы на мокрой или замасленной наковальне;
Ø Применять не подогретый инструмент (клещи, оправки);
Ø Прикасаться руками (даже в рукавицах) к горячей заготовке во избежание ожогов;
Ø Устанавливать заготовку под край бойка молота;
Ø Допускать холостые удары верхнего бойка молота о нижний;
Ø Вводить руку в зону бойка и класть поковку руками;
Ø Работать инструментом, имеющим наклёп;
Ø Стоять на против обрубаемого конца поковки;
Ø Выполнять ремонт рам, вывешенных на подъёмных механизмах и установленных на ребро;
Ø Поднимать, транспортировать и переворачивать автомобильные рамы следует только при помощи подъёмных механизмов;
Ø Скапливать на рабочем месте горячие поковки и обрубки металла.
Противопожарная защита должна быть организована следующим образом:
Ø Эвакуационные пути проектируются с учетом возможных затрудненных условий передвижения (скученность, задымленность, плохое физическое состояние людей, возможное отсутствие освещение).
Ø На схемах эвакуационных путей показываются стрелками выход из горящего здания, расположение огнетушителя, пожарного водопровода, телефона и номера телефона ближайшего пожарного отряда. Схема утверждается руководителем предприятия (организации). Составляется схема для каждого этажа здания и доводится до каждого работника при проведении инструктажа.
Ø Защита людей на путях эвакуации обеспечивается комплексом объемно-планировочных, конструктивных, инженерно-технических и организационных мероприятий. При этом необходимо учитывать численность эвакуируемых, степень огнестойкости здания, степень пожарной опасности помещений, выходящих на эвакуационный путь.
Ø Высота эвакуационного выхода должна быть не менее 2 метров, его ширина не менее 1метра. Размеры эвакуационного выхода задаются с таким расчетом, чтобы по нему можно было пронести носилки с лежащим человеком.
Ø Двери эвакуационного выхода должны открываться наружу.
Ø Эвакуационные пути должны быть освещены. Они не должны включать лифты и эскалаторы. Эвакуационные пути не должны проходить через открытые внутренние лестницы, соединяющие более двух этажей. Высота горизонтальных участков эвакуационного пути должна быть не менее 2 м., а ширина не менее 1 м. (к одиночным рабочим местам 0,7 м.). Длина коридора не должна превышать 60м.
Ø Помещения должны быть спланированы так, чтобы обеспечить доступ личного состава подразделений и подачу средств пожаротушения к очагу пожара для спасения людей и материальных ценностей. Необходимо исключить возможность распространения пожара на расположенные рядом здания и сооружения и обрушения на них горящего здания.
Ø Планировочные и конструктивные решения должны предупреждать распространение пожара между помещениями, между группами помещений различной пожарной опасности, между этажами и секциями, между зданиями. Для выполнения этой задачи служат противопожарные преграды: стены, перегородки и перекрытия с нормируемыми пределами огнестойкости и конструктивной пожарной опасностью, возводимые на всю высоту здания.
Ø При устройстве подвесных потолков противопожарные преграды должны разделять и пространство над ними. В пространстве над подвесными потолками не разрешается размещать трубопроводы с горючими газами или жидкостями и пылевоздушными смесями. Общая площадь проемов в противопожарных преградах не должна превышать 25 % площади преграды.
Ø Строительные конструкции не должны способствовать распространению пожара. Двери или ворота, выполненные из горючих материалов, следует облицовывать слоем негорючего материала толщиной не менее 4 мм.
Ø При планировке здания и прилегающей территории следует предусматривать пожарные проезды и подъездные пути для пожарной техники. Здание должно быть оборудовано пожарными лестницами по наружной стене. Выходы на кровлю должны быть оборудованы стационарными лестницами и люками размерами не менее 0,6*0,8 м.
Ø Необходимо устройство пожарного водопровода, который может быть совмещен с хозяйственным водопроводом и к которому должен быть обеспечен свободный доступ пожарных подразделений и их оборудования. В пожароопасных помещениях должны быть оборудованы пожарные щиты и емкости с песком. Должна быть обеспечена противодымная защита.
Правила пожарной безопасности необходимо учитывать при проектировании здания, его строительстве и в процессе эксплуатации. Не допускается внесение изменений в планировке помещений без проекта, выполненного и согласованного в должном порядке.
3 ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
3.1 Описание и назначение детали
Опорные катки служат для передачи массы трактора через гусеницы на грунт и для перекатывания остова трактора по гусеничной цепи.
Опорные катки на тракторах применяют как литые, так и штампованные, с ребордами и без них. Оси катков выполняют неподвижными и вращающимися вместе с катком.
Опорный каток тракторов Т-130 и других состоит из двух роликов, закрепленных с помощью шпонок и гаек на оси. Ось вращается в двух конических роликовых подшипниках, внешние обоймы которых установлены в отверстиях балансира. Подшипники плотнены торцовыми сальниками, Каждый сальник состоит из двух притертых колец: неподвижного вращающегося. Кольцо запрессовано в корпусе и удерживается от вращения резиновым кольцом. Кольца прижаты друг к другу пружиной, которая помещена в резиновом чехле. К роликам катка приварены штампованные колпаки, которые вместе с корпусом образуют лабиринт.
Зазор в подшипнике между корпусом и балансиром регулируют прокладками. Подшипники смазываются жидким маслом, которое поступает к ним через каналы.
Горизонтальный канал в оси закрыт пробкой.
Поддерживающие ролики служат для уменьшения провисания гусеничной цепи и ее бокового раскачивания при движении трактора. Поддерживающий ролик трактора Т-130 и других состоит из кронштейна, в который запрессована ось, и ступица ролика. Кронштейн присоединен к фланцу рамы трактора болтами. Ступица ролика вращается на оси на двух подшипниках. Роликовый подшипник фиксируется на оси стопорным кольцом, а шариковый подшипник — гайкой. Подшипник имеет торцовое и лабиринтное уплотнения, конструкция которых одинакова с уплотнениями опорных катков. Подшипник закрыт крышкой, в которой имеется отверстие, закрываемое пробкой через отверстие в крышке масло заливают для смазки подшипников.
3.2 Описание способов устранения дефектов
Нарезание резьбы. В современных дорожно-транспортных машинах и тракторах резьбовые соединения продолжают оставаться наиболее распространенным способом разъемного соединения деталей. В процессе работы машин эти соединения очень часто повреждаются. Поэтому при ремонте дорожно-строительных машин и тракторов слесарю приходиться ремонтировать резьбовые соединения в старых деталях или изготавливать новые крепежные детали (винты, болты, шпильки, гайки) с нарезанием резьбы.
Нарезание резьбы может быть осуществлено на станках или вручную. На станках эту операцию выполняют при ремонте машин в стационарных условиях. Если ремонт машины ведут на месте ее эксплуатации и притом деталь, в которой необходимо нарезать резьбу, невозможно или нецелесообразно демонтировать, то резьбу нарезают вручную, пользуясь специальным резьбонарезаным инструментом.
В зависимости от назначения резьбонарезательный инструмент подразделяют на инструмент, предназначенный для нарезания внутренней резьбы (т.е. резьбы в отверстиях) и для нарезания наружной резьбы (на стержнях).
К инструментам для нарезания резьбы в отверстиях относятся метчики, приводимые в движение воротками.
Метчик (рис. 1,а,б,в,) представляет собой стальной стержень из инструментальной стали марок У10А, У12А или легированной стали марок 9Х и 9ХС. Метчик состоит из рабочей части 1, на которой нарезана резьба, разделенная продольными канавками, хвостовиками 2 и квадратной головки 3. Передний конический участок 4 рабочей части метчика называют заборной частью, а задний цилиндрический — калибрующей. Ручные слесарные метчики изготавливают в комплекте из двух или трех метчиков (для черновой проходки, средний и для чистовой проходки). По виду нарезаемой резьбы ручные метчики делятся на четыре типа: для метрической резьбы, для требной резьбы, для прямоугольной и трапециедаль-ной резьбы. По направлению канавок различают метчики с прямыми и винтовыми канавками. Направление винтовых канавок может быть левым (у метчиков с правой резьбой) и правым (у метчиков с левой резьбой).
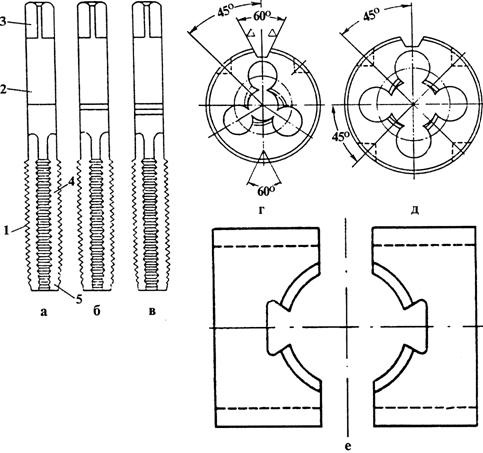
Рис. 1. Слесарные метчики черновой (а), промежуточный (б), чистовой (в) и плашки цилиндрические (г, д), раздвижные призматические (е).
Чтобы получить хорошую резьбу в отверстии, диаметр метчика должен строго соответствовать диаметру отверстия. Если диаметр выбранного метчика меньше, то резьба получиться недостаточно глубокой и при нагрузке на соединение в процессе работы резьба будет сорвана. Если диаметр метчика больше диаметра отверстия, то при нарезании резьба будет срываться самим метчиком или будет сломан метчик.
Нарезание резьбы ведут в такой последовательности: устанавливают метчик так, чтобы его ось совпала с осью отверстия и была перпендикулярна поверхности нарезаемой детали, затем, подавая его вперед, начинают поворачивать сначала на оборот вправо, потом пол-оборота обратно. При этом нагрузке на оба рычага воротка должны быть одинаковыми, чтобы избежать перекоса метчика. Такие круговые движения повторяются до полного образования резьбы в отверстии. После нарезания резьбы черновым резцом операцию повторяют средним, а затем чистовым. Для охлаждения метчика в гфоцесса работы, а также с целью повышения чистоты обрабатываемых поверхностей применяют охлаждающие жидкости и смазки. Для стальных деталей в качестве охлаждающих и смазывающих жидкостей применяют эмульсию или олифу; для чугунных и алюминиевых деталей — керосин; для медных и латунных — скипидар или мыльную воду.
Наружную резьбу нарезают при помощи круглых или раздвижных призматических плашек. Круглая плашка (рис. 1,г,д) представляет собой диск с отверстием из инструментальной углеродистой или легированной стали. Внутренняя часть плашки имеет резьбу, разделенную на части круглыми канавками. Как и у метчиков, рабочая часть плашек имеет заборную и калибрующую часть. Для нарезания резьбы плашку устанавливают на стержень и с помощью воротка начинают поворачивать с небольшим, но равномерным нажимом на оба рычага воторка. Повороты осуществляют так же, как и при нарезании внутренней резьбы: один поворот вправо, затем пол-оборота влево и т.д. При этом плашка заборной частью срезает часть металла, образуя резьбу. Калибрующая часть плашки служит для навинчивания ее на нарезаемую резьбу и выполняет роль ходового винта, осуществляющего подачу плашки вперед. После нарезания резьбы требуемой длины плашку свинчивают с нарезанной части стержня. Воротки для поворачивания плашек могут иметь общую длину 130—480 мм, а диаметр отверстия для крепления плашки 55—90 мм. Раздвижные призматические плашки (рис. 1,е) для ручного нарезания резьбы состоят из двух частей, которые вставляют в крупп и закрепляют в нем при помощи упорного *винта и вкладного сухаря. Эти плашки изготавливают комплектами по 4-5 пар в каждом. Резьбовая часть плашек состоит из 7 витков, которые распределены следующем образом: 4 витка составляют заборную часть и 3 — калибрующую. При нарезании резьбы плашками для смазывания и охлаждения инструмента и повышения качества работ применяют охлаждающие жидкости, как и при работе метчиками.
Слесарные работы обычно применяются в качестве работ, дополняющих или завершающих механическую обработку восстанавливаемых деталей. Их применяют также при подготовке деталей к восстановлению другими способами, например, к сварке, пайке, склеиванию и т. п. К слесарным относятся такие виды как опиловка при подгонке поломанных частей детали, сверление, развертывание и зенкерование отверстий, прогонка и нарезание резьбы, шабрение, притирка и доводка для более плотного прилегания поверхностей и т. п.
Ручной труд слесарей в последнее время все более механизируется путем внедрения механизированного инструмента, а количество слесарных работ постоянно уменьшается за счет повышения технологической культуры авторемонтного производства.
Механическая обработка при ремонте автомобилей применяется как самостоятельный способ восстановления деталей, а также в качестве операций, связанных с подготовкой или окончательной обработкой деталей, восстановленных другими способами.
В практике авторемонтного производства нашли применение такие способы восстановления деталей механической обработкой, как обработка изношенных или поврежденных поверхностей деталей под ремонтный размер и постановка дополнительных ремонтных деталей.
При восстановлении деталей наиболее широкое применение получили следующие виды механической обработки: токарная, сверлильная, расточная, фрезерная, шлифовальная, полировальная, хонинговальная и др.
Механическая обработка деталей, восстанавливаемых различными способами, имеет ряд особенностей, которые в основном связаны с выбором вида и режима обработки.
Выбор метода и режима механической обработки восстанавливаемых деталей в значительной степени осложняется: высокой твердостью обрабатываемых поверхностей, так как при изготовлении они подвергаются химико-термической обработке; неравномерностью распределения припусков на обрабатываемых поверхностях; специфическими физико-механическими свойствами металлопокрытий, применяемых для компенсации износа деталей; неоднородностью этих свойств на различных участках восстанавливаемых поверхностей и т. п.
При обработке деталей под ремонтный размер, учитывая высокую твердость восстанавливаемых поверхностей и сравнительно небольшую величину припуска, наиболее часто применяют шлифование. Режим шлифования устанавливают в соответствии с рекомендациями по обработке деталей из соответствующих материалов. Однако учитывая неравномерность износа обрабатываемых поверхностей и, следовательно, неравномерность припуска на обработку, можно несколько уменьшать глубину резания и подачу.
Особенно большие трудности возникают при обработке деталей, восстановленных наплавкой. Эти трудности обусловлены неравномерностью припусков, неоднородностью (пятнистостью) свойств наплавленного металла, включениями шлака и другими причинами, ухудшающими условия работы режущего инструмента.
В зависимости от твердости наплавленного металла обработку ведут на токарных или шлифовальных станках. При твердости наплавленного металла менее HRC 35... 40 можно применять токарную обработку резцами с пластинками из твердого сплава.
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |