 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Технологія намотування гвинтових обмоток силових трансформаторів
Для виконання загальної транспозиції всі проводи витка поділяються на дві групи, а потім проводи кожної групи змінюються місцями щодо середини своєї групи, тобто проводи верхньої групи змінюються місцями щодо середини цієї групи, а проводи нижньої групи — щодо середини своєї групи. В результаті крайні проводи займають після транспозиції місця середніх проводів, а середні - крайніх (у своїх групах). В кожному полі згинаються два провідники (по одному з кожної групи). Транспозиція займає число полів, рівне половині числа рівнобіжних проводів витка плюс одне поле, що знаходиться в середині транспозиції. Починається виконання загальної транспозиції з вигину переходів на першому верхньому й останньому нижньому проводі. Між вигнутими проводами вкладається клин з електрокартону так, щоб до кінця транспозиції ці проводи знаходилися в середині перекладеного витка обмотки. Другий такий же клин встановлюється між проводами витка обмотки, що перекладається. Так згинаються і перекладаються усі проводи до кінця транспозиції.
Намотування витків обмотки продовжується до другої групової транспозиції. Для запобігання перекриття проводів між собою при виконанні групової транспозиції переходи вигинаються в сторону намотаної частини обмотки.
Після закінчення намотування обмотка прошивається зовнішніми рейками, вирівнюються стовпи дистанційних прокладок за спеціальною рейкою, вимірюються розміри полів та обмотка передається ВТК.
В процесі виготовлення кожної обмотки контролюються технологічні операції її виробництва, про що виконується запис у поопераційній карті.
При намотуванні контролюється радіальний розмір і щільність котушки, величина встановлених каналів, розташування і правильність виконання переходів з котушки в котушку, відводів, відпайок, петель, напрям намотування.
Систематично визначається якість паяння обмотувального проводу й ізоляції місця паяння. Кожна сота пайка, виконана намотувальником (чи одна пайка з загальної кількості, виконаної за тиждень), вирізається і після візуального огляду передається у лабораторію для виміру опору місць паяння.
Кількість пайок, виконаних у кожній котушці, також контролюється. Не допускається різке збільшення кількості пайок в одній чи двох обмотках.
Кожна багато паралельна і багатоходова обмотка перед зняттям її з верстата перевіряється на відсутність замикань між рівнобіжними проводами або ходами і на правильність виконання транспозиції. Перевірка ізоляції здійснюється за допомогою мегомметра чи контрольної лампи напругою 36В. Перевірка правильності виконання транспозиції проводиться шляхом звірення намотаної обмотки з кресленням і прозвонювання паралелей за допомогою контрольної лампи.
2.8 Характеристика технологічного забезпечення процесу намотування обмоток
Для намотування обмоток необхідне наступне обладнання та пристосування: горизонтально-намотувальний верстат ТТ-21; каретка; планшайба; обертовий центр; шаблон; універсальна оправка; пристосування для вигину проводу при переходах з котушки в котушку; пристосування для вигину проводу на кут до 90°; струбцина; важільні ножиці.
Принципове влаштування намотувального верстата: передня бабка встановлюється безпосередньо на фундамент і кріпиться болтами. В чавунному корпусі передньої бабки монтується шпиндель верстата й механізм зміни швидкостей обертання. На передньому кінці шпинделя консольне закріплена планшайба. Обертання планшайби здійснюється від електродвигуна. Керування верстатом дистанційне – від ножної педалі. При натисканні на неї відбувається пуск верстата, при відпусканні – зупинка. Для гальмування при зупинці верстата встановлене стрічкове гальмо.
Оправки і шаблони, застосовані при намотуванні обмоток на горизонтальних верстатах, закріплюють однією стороною в планшайбі передньої бабки, а другий кінець оправки підтримується обертовим центром, встановленим у панель задньої бабки.
Завдяки незначному тертю в підшипниках, центр обертається разом з оправкою і отвір у шаблоні не зношується. Для швидкої встановлення і закріплення шаблонів застосовують повідки, що прикручують до планшайби верстата.
Основні вимоги, пропоновані до намотувальних шаблонів і оправок: шаблони повинні забезпечувати одержання обмоток правильної форми з заданими радіальними й осьовими розмірами; обмотки повинні легко зніматися із шаблона; шаблони повинні швидко і легко встановлюватися та зніматися з верстата; бути безпечними в роботі; по можливості універсальними чи переналагоджуваними; бути дешевими у виготовленні при максимальній довговічності в експлуатації.
Для виконання переходів з котушки на котушку і транспозиції, а також оформлення початкових і кінцевих відводів необхідно робити вигин проводів на ребро. Ці операції виконують за допомогою спеціальних пристосувань різної конструкції. Пристосування повинні бути легкими і не повинні вимагати витрати великих зусиль для виконання вигину, а також по можливості бути універсальними і не ушкоджувати ізоляцію проводу.
На (рис. 4, а) показане пристосування для вигину проводу при переході з котушки в котушку. У фасонному сталевому важелі є два болти з голівками овальної форми. В залежності від товщини проводу регулюється зазор між голівками болтів.
На (рис. 4, б) показане найбільш розповсюджене в обмотувальному виробництві пристосування для згинання проводу. У сталевій пластині 1 зроблені прорізи по ширині і товщині проводу. Рухлива планка 2 при пересуванні закріплює провід у пазу й запобігає його випаданню і скручуванню.
На (рис. 4, в) показане пристосування для згинання проводів на кут до 90°. Провід, що згинається, затискається за допомогою шпильки 7 між дисками 6, приклепаними до важелів 4. При обертанні важелів ролики 5 натискають на провід і згинають його навколо шпильки 7.
В процесі намотування обмоток необхідно у визначені моменти закріплювати витки, котушки і кінці обмоток для виконання визначених операцій. Дерев'яна струбцина надівається на постійну котушку при виконанні транспозиції у гвинтових обмотках. П - подібний корпус одягають на котушку зверху, а знизу вставляють клямку. За допомогою притискного гвинта котушку закріплюють з необхідним зусиллям.
Для закріплення кінців багатопаралельних обмоток застосовують універсальні затискачі.
Для різання обмотувальних проводів застосовують важільні ножиці.
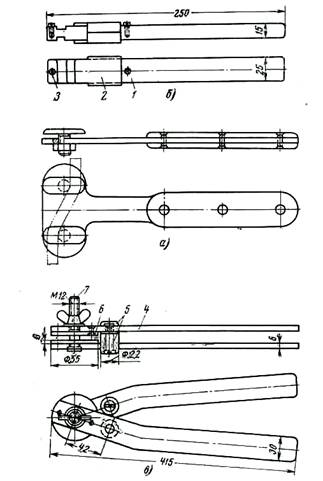
Рисунок 4 – Пристосування для гнуття проводів
а - пристосування для гнуття проводів на заданий кут; б - пристосування для виконання переходів з однієї котушки в іншу; в - пристосування для згинання проводів на кут до 90°; 1 - сталева планка з прорізами для проводу; 2 - рухлива планка; 3 - болт; 4 - важіль; 5 - ролики; 6 - сталевий диск; 7-шпилька
В процесі намотування обмоток необхідно виконувати підбивання котушки й окремих витків. Для запобігання ізоляції проводів від ушкодження застосовують гетинаксові клини і дерев'яну киянку.
Для нагрівання проводів при паянні застосовують кліщі з вугільними електродами. Існує кілька виконань кліщів для пайки різних по перетині проводів. Напруга на кліщі подається з боку НН спеціального трансформатора, ввімкнення трансформатора в мережу на напругу 220-380 В відбувається через контактор за допомогою педального вимикача. Струмоведучі частини ізолюються азбестом.
Крім універсального нормального вимірювального інструмента (рулетка ГОСТ 1750-80, штангенциркуль ГОСТ 166-89, мікрометр ГОСТ 6507-90), застосовують спеціальний інструмент.
Вимір внутрішніх радіальних розмірів обмоток виконують універсальним пристосуванням. При намотуванні обмоток застосовується пристосування для виміру осьового розміру обмотки. З пустотілого корпуса висувається штанга із приклепаної до неї вимірювальною лінійкою. Стопорний гвинт фіксує розмір. Відлік розміру ведеться за поділками лінійки і показнику на торці корпуса.
Для виміру зовнішніх діаметрів обмотки застосовують вимірювальні скоби різних типорозмірів.
2.3 Розрахунок штучного часу намотування гвинтової обмотки
Намотувальні роботи дуже поширені на машинобудівних підприємствах з різним типом виробництва. До них належать: складальні, ізоляційні, бандажувальні, зварювальні, паяльні, контрольні та інші роботи.
Норма часу виконання операцій визначається аналітичним методом, за нормативними показниками, коли у процесі використовується механізоване обладнання або виконуються складально-монтажні роботи.
Машинний час намотування залежить від режимів намотування: частоти обертання шпинделя, кількості витків; що намотуються, визначають згідно [2].
Норму штучного часу на всі види намотувальних робіт визначається сумуванням машинного часу та часу виконання ручних прийомів, з врахуванням часу організаційно-технічного обслуговування, часу на відпочинок та особисті потреби.
Норма часу на ручні прийоми робіт та машинний час намотування приводяться в таблиці 2.1
Таблиця 2.1 Норми часу ручних та машинних прийомів робіт
Зміст трудового процесу |
Час, год |
| Один кінець оправки затиснути шпоночним з’єднанням, другий кінець затиснути задньою бабкою | 0,04 |
| Встановити один кінець оправки в гніздо оправки, другий кінець затиснути задньою бабкою | 0,02 |
| Встановити оправку вільно в центри та затиснути задньою бабкою | 0,05 |
| Намотати обмотку (частота обертання шпинделя 4 об/хв) | 5,42 |
Визначається норма штучного часу:
Тшт-к = ( ТМ · К1 + Тд ) ·( 1+ ( aОМ + aВОП ) / 100 ), (1)
де Тшт-к – штучно-калькуляційний час на намотувальні роботи, год.;
ТМ – машинний час намотування, який пов'язаний з роботою обладнання, верстатів, год.;
К1 – коефіцієнт, що залежить від діаметру проводу і враховує час на заміну бабіни з проводом; визначається за [2];
Тд – допоміжний час, хвилин, що враховує час на встановлення оправки, час на ізолювання, час на паяння або зварювання та ін.
aОМ , aВОП – час на обслуговування робочого місця, відпочинок та особисті потреби, %; визначають згідно [2].
Тшт-к = ( 5,42 · 1,05 + 0,11 ) ·( 1+ ( 7,7 +4,3) / 100 ) = 6,5
Аналогічно розраховуються норми часу на підготовчу та контрольну операцію. Згідно [2] час на підготовчу операцію становить 0,5 год., на контрольну операцію – 0,2 год.
Визначені нормативні показники заносяться до змісту службового символу Б технологічних карт.
2.4 Розрахунок кількості обладнання і ступінь його завантаження
Ефективний річний фонд часу роботи одиниці обладнання визначається за виробничим календарем підприємства для однієї зміни
FP=[(КД - ВД - СД) × ТЗм - ПСД] × 2 × КР, (2)
де FP – ефективний річний фонд часу, год.;
КД – кількість календарних днів;
ВД – кількість вихідних днів;
СД – кількість святкових днів;
ТЗм – тривалість робочої зміни, год.;
ПСД – кількість передсвяткових днів;
КР – коефіцієнт, що враховує перебування обладнання у ремонті, для обладнання середніх розмірів приймається 0.94.
FP= [(365 - 105 - 6) × 8 - 4] × 2 × 0.94=3812.6
Кількість обладнання розраховується за формулою
Ср=N × tшт / Fp × Квн, (3)
де Ср – кількість обладнання розрахункова;
N – кількість виробів річної програми, шт.;
tшт – штучно-калькуляційний час операції, год.;
Квн – коефіцієнт виконання норми, Квн = 1.
Ср = 4000 × 7,2/ 3812.6 × 1 = 7,56
Приймається вісім верстатів намотувальних.
Визначається ступінь завантаження обладнання кожної операції
Кз = Ср / Спр, (4)
де Кз – коефіцієнт завантаження обладнання;
Спр – прийнята кількість обладнання .
Коефіцієнт завантаження обладнання
Кз = 7,56 / 8 = 0,945
Коефіцієнт завантаження обладнання є задовільним для серійного типу виробництва, для його збільшення потребується зміна річної програми.
Визначені в результаті розрахунку показники кількості обладнання записуються при розробленні технологічних карт до символу Б.
2.5 Розрахунок персоналу дільниці намотування гвинтових обмоток
Загальну чисельність персоналу дільниці намотування обмоток складають: основні робітники; допоміжні робітники; керівники.
Кількість основних робочих місць для серійного типу виробництва визначається за формулою:
Pосн= N × tшт / Fp × Sp, (5)
де Pосн – кількість основних робітників;
N – кількість виробів річної програми, шт.;
tшт – штучно-калькуляційний час операції, год.;
S – кількість одиниць обладнання, на яких водночас працює один робітник (коефіцієнт багатоверстатності), шт.
Fр. – ефективний фонд часу праці одного робітника за рік, годин.
FP=[(КД - ВД - СД) × ТЗм - ПСД] × (1 - Кнев), (6)
де Кнев – коефіцієнт невиходів; приймається 0,1.
FP= [(365 - 105 - 6) × 8 - 4] × (1 - 0.1) = 1825,2
Pосн = 4000 × 7,2 / 1825.2 ×1=15,77
Приймаємо шістнадцять намотувальників котушок трансформаторів четвертого розряду, код професії 8282.2
Кількість допоміжних робітників визначається в відсотках від числа основних робітників: при серійному виробництві – 15...25 %.
Визначається кількість допоміжних робітників:
Pдоп= Росн× Кдоп, (7)
де Рдоп – кількість допоміжних робітників, осіб;
Кдоп – коефіцієнт допоміжних робітників; приймається 0,4.
Pдоп= 16× 0.2=3,2
З визначених чотирьох допоміжних робітників приймається два слюсаря-ремонтника і два стропальника.
Число фахівців і керівників визначається в відсотках від загального числа робочих дільниці: фахівці – 5...10 %, керівники – 6...8 %.
Розрахунок кількості фахівців відбувається за формулою:
Pфах = (Росн+ Рдоп), (8)
де Рфах – кількість фахівців, осіб;
Кфах – коефіцієнт фахівців; приймається 0,08.
Pфах = (16+ 4) ×0,08=1,6
Приймаються два технолога.
Кількість керівників знаходиться за формулою:
Ркер = (Росн+ Рдоп +Pфах ), (9)
де Ркер – кількість керівників, осіб;
Ккер – коефіцієнт керівників; приймається 0,07.
Ркер = (16+ 4 +2 ) ×0,07=1,54
Приймаються два змінних майстра.
Визначення загальної кількості працівників відбувається за формулою:
Рзаг = Росн+ Рдоп +Pфах+ Ркер, (10)
де Рзаг – загальна кількість працівників, осіб
Рзаг = 16+ 4 +2+ 2=24
Всього на дільниці намотування гвинтових обмоток працює двадцять чотири робітника.
2.6 Виконання планування дільниці намотування гвинтових обмоток
При плануванні дільниці обладнання і допоміжні приміщення розташовується таким чином, щоб забезпечити прямоточність і послідовність при проходженні матеріалів, комплектуючих і виробів згідно стадій обробки за найкоротшим шляхом без зворотних та петлєподібних переміщень. Планування дільниці намотування обмоток виконується згідно вимог охорони праці, техніки безпеки і протипожежної безпеки.
Ширина прольоту вибирається 12 м; крок колони – 6 м. На дільниці передбачається застосування мостового крана.
Ширина робочої зони звичайно складає 0,8 м.
На дільниці намотування обмоток розташовані вісім намотувальних верстатів ТТ-21 з габаритними розмірами 4500 х 2500 мм та один кран мостовий.
При плануванні дільниць передбачаються комірні приміщення, місце для майстра і контролю, площею 8,4 м2, .
Показником використання виробничої площі дільниці є коефіцієнт використання площі, який визначається за формулою:
Кв = Sкор / Sзаг, (8)
де Sкор – корисна площа, зайнята обладнанням, м2;
Sзаг – загальна площа, зайнята обладнанням, з проходами, проїздами, робочими місцями, комірними приміщеннями, м2.
Плануванням визначається, що корисна площа дорівнює 151,7 м2 ; загальна площа дільниці 288 м2.
Кв = 151,7 / 288 = 0,53
Графічне зображення планування дільниці приводиться в додатку В пояснювальної записки.
2.7 Обґрунтування вибраного варіанту технологічного процесу
Показниками обґрунтування вибраного варіанту технологічного процесу відповідно до серійного типу виробництва являються коефіцієнт завантаження обладнання і коефіцієнт використання площі дільниці.
Коефіцієнт завантаження обладнання дорівнює 0,945; це являється задовільним до серійного типу виробництва. Для його збільшення потребується зміна річної програми або потребується коректування відповідної операції, що приведе до зміни штучного часу.
Показником використання виробничої площі дільниці є коефіцієнт використання площі, який становить 0,53. Збільшити коефіцієнт використання площі дільниці можна, якщо провести відповідне корегування кроку колони, ширини проходу та проїзду.
2.8 Охорона праці на дільниці намотування обмоток
До виконання робіт по намотуванню обмоток допускаються робітники, які пройшли навчання та перевірку знання з питань охорони праці на робочому місці, пожежної безпеки та електробезпеки.
До роботи допускаються тільки робітники, які знають безпечні методи робіт на верстаті й успішно здали іспити кваліфікаційної комісії. Верстат повинний бути справний. Усі частини верстата, що рухаються й обертаються, повинні бути надійно обгороджені. Забороняється чистити, змащувати і ремонтувати верстат під час його роботи, а також робити обмірювання обмотки під час роботи верстата.
Кріпильні пристосування (повідкова планшайба, універсальний шаблон) повинні бути встановлені на верстаті так, щоб виключалася можливість їх самовідгвинчування чи зриву зі шпинделя при роботі і реверсуванні верстата. Встановлення і намотування обмоток на оправках варто робити відповідно їх вантажопідйомності. Необхідно пам'ятати, що металеві циліндри і розтискні оправки є вантажопідйомним оснащенням і повинні експлуатуватися з дотриманням усіх правил і норм, установлених для грузонесучих пристосувань (своєчасне випробування, маркірування тощо). Перевантаження верстата категорично забороняється.
Завантаження і розвантаження кареток обмотувальним проводом, установку шаблонів і знімання обмоток повинен робити стропальник. Намотувальник виконує підкранові операції при наявності посвідчення стропальника. Стропування і транспортування вантажів дозволяється робити тільки справними вантажопідйомними засобами, що мають відповідну оцінку про дату іспиту вантажопідйомного пристосування. Стропи і гаки повинні відповідати масі вантажу, що піднімається.
Працювати дозволяється тільки справним інструментом. Напилок і ніж повинні бути з рукояткою. При установці і затягуванні бандажів з бавовняної стрічки можна не розрахувати силу натягу і при обриві стрічки травмувати себе ножем. Тому при затягуванні бандажів забороняється тримати в руках ніж. При різанні кіперної чи тафтяної стрічки напрямок ножа повинен бути тільки “від себе”, тому що при різанні стрічки “на себе” може відбутися травма.
Кінці обмотки, відгалуження, петлі, в міру їх виконання, необхідно загинати (тимчасово) таким чином, щоб вони не були причиною захоплення за спецодяг або частини тіла при обертанні обмотки.
Необхідно бути уважним при намотуванні витків обмотки. Втрата пильності може привести до захоплення пальців проводом намотуваних витків. При намотуванні обмоток рекомендується знімати ручний годинник, тому що вони можуть бути причиною захоплення руки. Під час роботи рукава і підлоги одягу, а також головний убір повинні бути ретельно підв'язані.
Організаційні рішення: палити у спеціально відведених для цього місцях, працювати потрібно на тому обладнанні, до якого робочий допущений, виконувати роботу, яка доручена майстром або бригадиром.
При знаходженні в цеху необхідно: пересуватися по території цеху тільки по доріжці, переходом та проходом, звертати увагу на сигнали, які подаються з вантажопідйомних кранів та транспорту, що рухається, і не стояти і не ходити під вантажем, піднятим краном, а також між верстатами, каркасами, шафами, колонами, стінами, які розташовані близько від транспорту, який рухається.
Необхідно завжди пам'ятати про небезпеку, зв'язану з виконанням паяння. Бризи розпеченого металу при влученні на тіло людини можуть заподіяти опіки, а потрапивши на легкозаймисту ізоляцію з папера або картону, що звичайно знаходиться поблизу, можуть з'явитися причиною пожежі.
Дільниця намотування обмоток повинна бути забезпечена первинними засобами гасіння пожежі згідно норм: один пожежний лом, багор, крюк, дві пожежні сокири, два відра, вогнегасники та інше. Все це обладнання входить до пожежного щиту, який встановлюється на території об’єкта з розрахунку один щит на площу до 5000 м3.
Первинні засоби гасіння пожежі повинні утримуватися в опалювальних приміщеннях. В чистоті та працездатності, розміщені на видних місцях і треба мати підходи до них.
Кожний робітник чи службовець, який виявив спалах чи пожежу повинен: негайно сповістити про це по телефону 01, приступити до гасіння пожежі засобами гасіння пожежі, що є на дільниці, прийняти міри по виклику до місця спалаху начальника цеху, зміни, дільниці, чи іншої посадової особи.
2.9 Аналіз технологічного процесу та дільниці на екологічну чистоту
Велике значення для здоров’я людини і для охорони праці має якість повітря у виробничих приміщеннях, тому на дільниці повинно бути дотримано:
– склад кисню у повітрі дільниці повинен бути не менш, як 21 %;
– атмосферний тиск повітря дорівнює 760 ± 10 Па;
– температура повітря 20°С ±1,0°С.
На організм людини також впливає рухомість повітря. Легкий рух повітря, при швидкості 0,1 м/с при звичайних температурах від плюс 19 до плюс 21°С сприяє гарному самопочуттю. Відносна вологість повітря повинна відповідати нормам нормального стану виробництва і складатиме від 40 до 60%. Склад повітря повинен бути нешкідливим для роботи людини.
Мікроклімат повинен відповідати допустимим нормам. Для теплого періоду року: температура не більш 27°С, відносна вологість не більш 60 %, швидкість руху повітря від 0,2 до 0,4 м/с; для холодного періоду року: температура не менш плюс 17°С, відносна вологість не більш 50 %, швидкість руху повітря не більш 0,3 м/с.
На дільниці застосовується природна вентиляція, яка здійснює повітрообмін за рахунок різниці густини теплого повітря, яке знаходиться у приміщенні і більш холодного повітря, яке знаходиться зовні.
Виробниче освітлення повинне знаходитись у межах від 1000 до 2000 Лк. При необхідності у нічний час бути вмикатися локальне освітлення з лампами накалювання до 200 Вт.
Шум на виробничій дільниці може виникнути при роботі електродвигунів крану, але шум незначний і не перешкоджає розбірливості мови. Вібрація на дільниці практично відсутня.
На дільниці намотування обмоток концентрація пилу в зоні дихання повинна відповідати вимогам ГОСТ 12.1.005-88 “Повітря робочої зони” і складати не більш 4мг/м3.
Періодичний контроль робочої зони за складом у повітрі шкідливих речовин повинен виконуватись силами лабораторії підприємства або санітарно - епідеміологічної станції (СЕС).
В цілому дільниця намотування обмоток є екологічно чистою, безпечною для здоров’я людини.
Висновки
В даному курсовому проекті був розроблений технологічний процес намотування гвинтовий обмоток та оформлена відповідна технологічна документація.
Були розраховані норми часу на операції. Час на підготовчу операцію становить 0,5 год., на намотувальну – 6,5 год., на контрольну операцію – 0,2 год. Намотування обмоток здійснюють шістнадцять робітників, які працюють за восьми верстатами в дві зміни.
Коефіцієнт завантаження обладнання дорівнює 0,945; це являється задовільним до серійного типу виробництва. Показником використання виробничої площі дільниці є коефіцієнт використання площі, який становить 0,58. Також були розглянуті питання охорони праці на дільниці намотування обмоток та проведений аналіз дільниці на екологічну чистоту. В цілому дільниця намотування обмоток є екологічно чистою, безпечною для здоров’я людини.
Результати роботи відповідають сучасним вимогам і можуть бути частково використані в цеху при намотування гвинтовий обмоток трансформатора третього габариту.
Список літератури
1 Коваль В.П., Пачколін Ю.Е., Білий В.О. Російсько-український електротехнічний словник. – Запоріжжя: Просвіта, 2004 – 416 с.
2 Герасимова Л.С., Дейнега И.А. Технология и оборудование производства трансформаторов. – М.: Энергия, 1972 – 264 с.
3 Справочник нормировщика. Под общ. ред. А. В. Ахумоваа, - М.: Энергоатомиздат, 1987 – 458 с.
4 Чекалин Н.А., Полухина Г.Н., Чекалина С.А. Охрана труда в електрохозяйствах промышленных предприятий.–М.:Энергоиздат,1990–256с.
5 ГОСТ 3.1118 - 82. ЕСТД. Формы и правила оформления маршрутных карт.- М.: Изд-во стандартов, 1983 – 22 с.
6 ГОСТ 12.1005-85 Общие санитарно-гигиенические требования к воздуху рабочей зоны. - М.: Изд-во стандартов, 1986 – 22 с.