 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Технологічний процес виготовлення деталі "Втулка перехідна"
1.7 Визначення операційних припусків, допусків, меж операційних розмірів і розмірів заготівлі
Припуски на механічну обробку, їхні допуски, розміри вихідної заготівлі вибирають залежно від економічної точності прийнятого способу обробки, конфігурації виробу й виду заготівлі, при цьому треба враховувати наступне:
- допуск припуску повинен забезпечуватися обраним устаткуванням;
- поле допуску повинне бути погоджене з розміром відповідні йому припуску;
- допуск треба задавати " у тіло" заготівлі від номінального проміжного розміру.
Для розрахунку операційних і проміжних припусків на механічну обробку й для визначення розмірів заготівлі застосовуються два методи: аналітичний і довідковий.
Визначаю проміжні розміри й припуски при обробці отвору O140 Н9 і довжиною 40 мм.
Становлю технологічний маршрут для обробки поверхні.
Операція 010 свердління, й чорнове розточування.
Операція 030 напівчистове розточування й чистове розточування.
Операція 010 При свердлінні в заготівлі отвору Ø20 мм. свердлом можливе відхилення від форми й розмірів Тдi=0.33 мм.((1).
Мінімальний припуск на обробку буде дорівнює:
Zmin свер.=Д свер.
Zmin свер.=20 мм.
Максимальний припуск на свердління можна визначити по формулі:
Zmax свер.=Дсвер.+Тдi
Де Дсвер.- діаметр свердла
Тдi- допуск на припуск при свердлінні
Zmax свер.=20+0.33=20.33мм.
Після свердління робимо отвір свердлом O30 мм. Можливе відхилення Тдi=0.39 мм.
Мінімальний припуск дорівнює:
Zmin.= Д.+ Zmax свер.
Де Д.- діаметр свердла
Zmax свер. - максимальний припуск на попередній операції
Zmin.=30-20.33=9.67мм.
Визначимо максимальний припуск по формулі:
Zmax = Д.+ Тдi
Де Д.- діаметр свердла
Тдi- допуск на припуск
Zmax.=30+0.39=30.39мм.
Розточення отвору O30-80мм, допуск на припуск Тдi=0.54мм.
Визначимо мінімальний припуск на чорнове розточування:
Zmin раст черн. = Драст. - Zmax .
Де Драст- номінальний розмір на даній операції
Zmax . - максимальний припуск на попередній операції
Zmin раст черн. = 80-30.39=49.61 мм.
Визначимо максимальний припуск на розточування:
Zmax раст черн. = Драст.+ Тдi
Де Драст.- номінальний діаметр обробки
Тдi - допуск на припуск
Zmax раст черн. =80+0.54=80.54 мм.
Операція 030 При установці деталі в патроні можливий зсув заготівлі від осі обертання Тдi = 200
Розточимо заготівлю O80-136.
Мінімальний припуск на обробку дорівнює:
Zmin раст напівчистий. = Драст.- Zmax i-1+ Тдi
Де Драст.- номінальний діаметр обробки
Zmax i-1.- максимальний припуск на попередній операції
Тдi- биття при установці.
Zmin раст напівчистий. =136-80.54+0.2=55.66мм.
Максимальний припуск на напівчистове розточування визначається по формулі:
Zmax раст напівчистий. = Драст.+ Тдi+ Тдi1
Де Тдi1 - допуск на розточування дорівнює 0.63мм. ((1) стор.205 табл.4.41,(2).
Zmax раст напівчистий. =136+0.2+0.63=136.83 мм.
Чистове розточення повинне забезпечити розмір 170(+010) Н9.
Мінімальний припуск на чистове розточування визначиться по формулі:
Zmin раст чистий. = Драст.- Zmax раст напівчистий.+Тдi
Де Д раст.- номінальний діаметр чистової обробки
Zmax раст напівчистий – максимальний припуск на попередній операції
Тдi - допуск на чистове розточування дорівнює 40
Zmin раст чистий. =140-136.83+0.04=3.21мм.
Розрахуємо максимальний припуск на чистове розточування. Для 9 квалітету (Н9) значення допуску відповідає +100 напівтемних, тоді припуск дорівнює:
Zmax раст чистий= Дчист.+0.1
Zmax раст чистий=140.1
Загальний припуск дорівнює сумі припусків:
Zmax =140.1мм.
Zmin =140мм.
1.8 Визначення витрати металу
Сталь 5ХНМ р=7.8 гр/див2
Заготівля O190 довжина дорівнює 110 мм.
V=ΠR2L
V=3.14*952*110=3117.235див3
V1(+)=3.14*852*63=14292496 див3
V2(+)=3.14*(952-852)*47=265.644 див3
V1(-)=(3.14*122*32)*4=57.87648 див3
V2(-)=3.14*172*62=56.26252 див3
V3(-)=3.14*(702-672)*40=51.6216 див3
V4(-)=3.14*82*38=7.63648 див3
V5(-)=3.14*42*62=3.11488 див3
Vдет=(V1(+)+V2(+))-(V1(-)+V2(-)+V3(-)+V4(-)+V5(-))=1694.8936-176.51196=1518.38164 див3
Pдет=Vдет*р
Рдет= 1518.38164*7.8=11843.4гр.=11.8434кг
Рзаг=3117.235*7.8=24314.433гр=24.314433кг
КІМ=Шаріє /Рзаг*100%
КІМ=11.8434 /24.314433*100% ?50%
1.9 Визначення режимів різання, потужності, часу
Операція 010 токарська.
Установа перехід 1.
Торцювати заготівлю O190 мм.
1.1 Розрахунок глибини різання. t=2мм (припуск по тех. процесу).
1.2 Різець прохідної відігнутий із твердосплавною пластинкою Т15К6 ДЕРЖСТАНДАРТ 18877-73(Т=120 хв.,?=45?, ??= 45?).
1.3 Вибір подачі. S=0.35-0.7мм/о.
Вибираємо S=0.35
1.4 Вибір швидкості різання Vтаб.=199м/хв ((1)
1.5 Вибір поправочних коефіцієнтів на швидкість різання К1=0.75; К2=0.87; К3=0.81; К4=0.65. К=(0.75*0.87*0.81*0.65)/4=0.77.
1.6 Розрахунок оптимальної швидкості різання з урахуванням поправочних коефіцієнтів Vопт=Vтаб.*К=0.77*199=153.23м/хв?150м/хв.
1.7 Розраховуємо частоту обертання шпинделя
N=1000*Vопт /Д*П= 1000*150/190*3.14=251 о/хв.
1.8 Коректуємо частоту обертання шпинделя за паспортним даними верстата, і вибираємо Nф=250 о/хв.
1.9 Розраховуємо фактичну швидкість різання
Vф=(П*Д*Nф)/1000=3.14*190*250/1000=149м/хв.
1.10 Розраховуємо силу різання (Кст.=150)
Pz=K*t*s=150*2*0.35=90кгс
1.11 Розраховуємо потужності різання
Nрез=Рz*Vф/60*102=3.6кВт
1.12 Розраховуємо потужність на валу шпинделя верстата
Nшп= ? *Nел=0.75*22=16.5кВт
Де ?- КПД верстата
Nел- потужність на валу електродвигуна
1.13 розраховуємо кількість проходів. Nрез<Nшп, 3.6кВт<16.5- різання за один прохід можливо. Тому що обробку робимо начисто те i=2.
1.14 Розраховуємо довжину робочого ходу різця
Lрез=L1+L2=95+0=95
Де L 1-довжина оброблюваної поверхні
L 2-величина переперегони рівна 0((1)стр 420 табл.17.1)
1.15 Розраховуємо основний час на обробку
Тосн=Lрез/s*Nф=0.6хв.
Твсп=1/3Тосн=0.2
Операція 020
X УСТАНОВ У перехід1.
Свердлити отвір діаметром 16 мм. на глибину 15мм.
1.1 Визначимо довжину робочого ходу інструмента ?р.x=?п+?р,
де: ?р-р- довжина свердління; ?п-п- величина переперегони рівна 2мм.
?р.x=15+2=17
1.2 Інструмент - свердел спіральне із твердосплавною пластинкою Т15К6 ДЕРЖСТАНДАРТ 22735- 77.
1.3 Визначимо стійкість інструмента Тр=Тм*?,
де: Тм- стійкість у хвилинах основного часу верстата рівне 30мм. ((2) стор.404 табл. 17); ?-коефіцієнт часу різання,
?= ?р/ ?р.x=0.9,тому що ?>0.7, те Тр=Тм=30хв.
1.4 Визначимо подачу свердління Sтаб.=0.05мм/о.
1.5 Визначаємо швидкість різання Vрез=40м/хв.
1.6 Визначаємо частоту обертання шпинделя й хвилинну подачу:
n= 1000* Vрез/?*Д=1000*30/3.14*16=2546про/хв,
приймаю 2000 о/хв.
Sмин= Sтаб.* n = 127.3мм/хв.
1.7 Основний час на обробку:
Те= ?р.x/ Sмин=17/127.3=0.13 хв.
1.11 Розрахунок верстатного пристосування
Верстатними пристосуваннями називаються додаткові пристрої до металорізальних верстатів, що дозволяють найбільше економічно в заданих виробничих умовах забезпечити закладені в конструкції деталі вимоги до точності розмірів, форми й взаємного положення оброблюваних поверхонь деталі.
На проектованій ділянці застосовується пристосування тиси верстатні із пневмозажимом.
Визначимо сили різання при свердлінні заготівлі 5ХНМ(σ =900Н/мм2) свердлом діаметром 23мм.
Подача
s=0.27мм/про.
?=90?
Q=Рz*(sin(?/2)*Д1/n*?Д)*ДО,
де: Рz- сила різання 980Н,
?- кут призми губок ,
? - коефіцієнт тертя дорівнює 0.25,
Д1- діаметр свердління дорівнює 23 мм.,
Д- Діаметр, що, дорівнює 184 мм.,
К-К- коефіцієнт запасу дорівнює К=К1+К2+К3+К4=1.5
К1-коефіцієнт враховуюча якість поверхні заготівлі дорівнює 1,
К2- коефіцієнт враховуюче затуплення інструмента дорівнює 1,
К3- коефіцієнт враховуюче збільшення сил різання при перериваному характері роботи дорівнює 1
К4- коефіцієнт враховуюча сталість сил затискача,
n- число зубів інструмента.
Підставивши значення у формулу знаходимо Q:
Q=980*1*23/2*0.25*184=245Н
По довіднику вибираємо пнемо циліндр за ДСТ15608-81((2)стор.167,табл.10):
Дциліндра- 100мм.,
Дштока-25мм.,
Сила на штоку 2.49кн,
Тиск мережі 0.39МПА,
Аналізуючи дані вважаємо, що пнемо циліндр обрано правильно.
1.12 Опис конструкції й розрахунок контрольно-вимірювального оснащення
Вимірювальні засоби, застосовувані для проміжного контролю заготівлі й остаточний контроль деталі (виробу), залежно від типу виробництва можуть бути як стандартними, так і спеціальними.
Вимірювальні інструменти застосовуються для визначення розмірів, форми й взаємного розташування окремих поверхонь деталей як у процесі їхнього виготовлення, так і після остаточної обробки.
По конструкції й принципу дії універсальні вимірювальні інструменти й прилади розділяються на міри довжини, мікрометричні інструменти й прилади.
Для обробки деталі "втулка перехідна" на проектованій механічній ділянці знадобляться наступні види вимірювальних засобів: штангенциркуль ШЦ - II ДЕРЖСТАНДАРТ 166 -80 і штангенциркуль ШЦ - I ДЕРЖСТАНДАРТ 2675- 80, калібр-скоба ДЕРЖСТАНДАРТ 18362-71.
При масовому виробництві основними засобами контролю розмірів є граничні калібри й шаблони.
Калібрами називають вимірювальні інструменти, призначені для контролю розмірів, форми й розташування поверхонь деталі. Калібри не визначають числового значення вимірюваної величини, а тільки встановлюють придатність або непридатність деталі. У промисловості визначають граничні калібри, тобто калібри, що мають найбільші й найменший граничні розміри. Відповідно до цих розмірів калібри мають дві вимірювальні поверхні прохідної й непрохідної частин.
На калібрах нанесені розмір, квалітет, а також припустимі відхилення. Вони повинні обов'язково збігатися з розміром, квалітетом і відхиленнями вимірюваної деталі.
До достоїнств граничних калібрів ставляться довговічність, а також простота й досить висока продуктивність контролю.
У якості проектованого вимірювального інструмента вибираю калібр-скобу для виміру вала (170 з полем допуску h6. За ДСТ 25347-82 знаходжу граничні відхилення: вони рівні: es=+0, ei= - 19.
Отже:
dmax.=170+0=170мм.
dmin=170-0.19=169.981мм.
Знаходимо допуски за Дст 24853-81: H1=5, Z1=4, Нр=2
Найменший розмір прохідної нової калібру-скоби :
Прmin= dmax.- Z1-0.5Н1=170-0.004-0.5*0.005=169.9935 мм.
Розмір калібру ПР проставляється на кресленні дорівнює 169.9935+0.005. Виконавчі розміри: найменший 169.9935 мм, найбільший 169.9985 мм.
Визначаємо розміри калібру НЕ: найменший розмір непрохідного калібру дорівнює:
Неmin= dmin-0.5*Н1=169.981-0.5*0.005=169.9785 мм.
Розміри калібру проставляються НЕ на кресленні: найменший 169.9785 мм, найбільший 169.9835 мм.
1.13 Опис конструкції й розрахунок різального інструменту
У даному курсовому проекті розраховується різальний інструмент мітчик. Мітчики призначені для нарізування внутрішніх різьблень діаметром від 2 до 50 мм. по конструкції й застосуванню номенклатура мітчиків досить різноманітна: машинно-ручні, гайкові, конічні, збірні, спеціальні й ін. Для розрахунку мітчика необхідні вихідні дані, які беруться в Дст: розміри циліндричних метричних різьблень для діаметрів від 1 до 600 мм: ДЕРЖСТАНДАРТ 9150-81, 8724-81, 24705-81, допуски на різьблення ДЕРЖСТАНДАРТ 16093-81.
Вихідні дані візьмемо в (4)
Д-Д- номінальне значення зовнішнього діаметра гайки, рівний 24 мм;
Д2- номінальне значення середнього діаметра гайки, рівний 23.350 мм;
Д1- номінальне значення внутрішнього діаметра гайки, рівний 22.917 мм.
р-р- крок різьблення, дорівнює 1 мм;
Н-Н- теоретична висота профілю різьблення, рівна 0.8660254*р?0.866;
Н1- середня висота профілю різьблення, рівна 0.5412659*р?0.541;
R=0.1443276*р?0.144;
d=24 мм. номінальний зовнішній діаметр мітчика;
d2=23.350 мм. номінальний середній діаметр мітчика;
розподіл навантаження - 100%.
Розраховуємо граничні розміри діаметра гайки з урахуванням ступеня точності різьблення:
Д2 max.=Д2+ES=23.350+0.170=23.520мм.
Д1 max.=Д1+ES=22.917+0.236=23.153мм.
Визначаємо значення діаметра мітчика по передньому торці:
dт=Д1-(0.1...0.35)
dт=22.917-0.2=22.717мм.
Призначаємо довжину ріжучої частини:
?р=6р=6мм. ((4) стор.112 табл.6.1.)
Визначаємо внутрішній діаметр мітчика:
d1=Д1+0.055р=22.917+0.055*1=22.972мм.
Визначаємо кут ? нахилу ріжучої частини й товщину зрізується слоя
tg?=( d-dт)/2?р=(24-22.717)/12=0.106917,
?=6?6?(табл. Брадиса)
а=р/(n*tg?), де n- число пір'я мітчика, приймаємо рівним 4.
а=1/4*0.106917=2.338 мм.
розраховуємо частину, що калібрує:
?=?р+?до, вона вибирається з урахуванням запасу на переточування при заточенні по задній поверхні, після всіх переточувань частини, що калібрує ? повинна становити ½ діаметра різьблення. Д=24, ?до=0.5*24=12мм.
приймаємо ?К=15 мм. ((2)стор.531 див. по тексту).
?=15+6=21 мм.
найпоширенішою формою є спіраль.
К=(?*d/n)*tg?, де ?-10??-6?.
К= (3.14*24/4)*0.1763=3.323
Визначимо діаметр хвостовика
dx=d1-1=22/917-1=21.917 мм.
2. Організація роботи ділянки
2.1 Визначення необхідної кількості встаткування
Для проектування ділянки цеху необхідно знати кількість устаткування, що дозволить визначити вузькі місця в цеху й намітити заходу щодо їхньої ліквідації.
Щоб розрахувати кількість металообробного встаткування, необхідно визначити річний обсяг випуску виробу, час, витрачений на операцію, ефективний річний фонд виробничого часу одиниці встаткування.
Спочатку розрахую наступні види фондів часу:
- календарний фонд - 365 днів;
- кількість вихідних днів (субота й неділя) - 104 днів;
- святкові дні - 12 днів;
- тривалість зміни - 8 годин;
- кількість змін - 2;
- коефіцієнт, що враховує час перебування верстата в ремонті - 0,95.
- кількість передсвяткових днів - 4дні.
Визначаю номінальний фонд часу:
Fн=365-104-12=249 днів,
а ефективний річний фонд часу дорівнює:
Fд=(Fн* 8-п.п.буд.*1)*z*Кр;
де: п.п.буд. - кількість передсвяткових днів;
z - кількість змін;
Кр - коефіцієнт, що враховує час перебування верстата в ремонті.
Fд=(249*8-4*1)*2*0.95=3777.2
Кількість устаткування знаходжу по формулі, прийнятної для серійного виробництва.
Порівн=Тш*N/60*Fд;
де: Тш.. - сума штучного часу на операцію;
N - річна програма випуску;
Порівн 010=26*50000/60*3777.2=5.74
На токарську операцію 010 приймаю 6 верстатів.
Порівн 015=11.3*50000/60*3777.2=2.50
На токарську операцію 015 приймаю 3 верстати.
Порівн 020=17*50000/60*3777.2=3.75
На координатно-свердлильну операцію 020 приймаю 4 верстати.
Порівн 025=13*50000/60*3777.2=2.8
На координатно-свердлильну операцію 025 приймаю 3верстати.
Порівн 030=22*50000/60*3777.2=4.8
На токарську операцію 030 приймаю 5 верстатів.
Порівн 045=15.5*50000/60*3777.2=3.4
На токарську операцію 045 приймаю 4 верстати.
Розрахункова кількість верстатів дорівнює:
Порівн. =5.74+2.50+3.75+2.8+4.8+3.4=22.99
Прийнята кількість верстатів дорівнює:
Порівн.прин.=6+3+4+3+5+4=25
Визначаю коефіцієнт завантаження на ділянці:
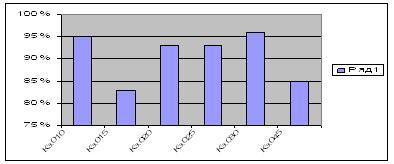
Кз.010=5.74/6*100%=95%;
Кз.015=2.5/3*100%=83%;
Кз.020=3.75/4*100%=93%;
Кз025=2.8/3*100%=93%;
Кз030=4.8/5*100%=96%;
Кз.045=3.4/4*100%=85%.
Кз.=22.99/25*100%=91%.
Приймаю на токарські операції 18 верстата, на координатно-свердлильні операції 7 верстатів.
Крім того, на планованому мною ділянці механічного цеху передбачаю також один заточувальної верстат.
На підставі коефіцієнта завантаження кількість прийнятого встаткування становлю зведену таблицю й діаграму.
Діаграма коефіцієнта завантаження встаткування
Таблиця № 1.2.1.1 Зведена відомість устаткування
| Модель верстата | Кіл.верстатів | Габаритні розміри | Потужність електродвигунів, кВт | Ціна верстата, тис. грн. | Загальні витрати на верстат з монтажем грн.. | Загальні витрати на всі верстати, грн.. | |
| Одного верстата | Всіх верстатів | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Токарський зі ЧПУ 16К20Т1 | 18 | 2470 ´ 2760 | 10.0 | 180 | 550000 | 632500 | 11385000 |
| Координатно-свердлильний 2Д450АМФ2 | 7 | 2760 Х 2360 | 2 | 14 | 623000 | 716450 | 5015150 |
| Універсально- заточувальної 3Б642 | 1 | 2330 Х 1660 | 1.5 | 1.5 | 300000 | 345000 | 345000 |
2.2 Визначення кількості виробничих робітників
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |