 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Восстановление вкладыша подшипника MAN K6Z 57/80
В соответствии с требованиями инструкции по эксплуатации вкладыши подшипников с износом никелевого подслоя необходимо заменить. Однако на практике это требование часто не выполняется, и после износа антифрикционного слоя металла и никеля подшипники продолжают эксплуатироваться на среднем слое. При достаточной смазке и хорошей фильтрации и сепарации масла эксплуатация подшипников на среднем слое из алюминиевого сплава в общем случае не является опасной в отличие от среднего слоя из бронзы. Однако такое состояние вкладышей с гальваническими антифрикционными покрытиями является предельным, и требуется их незамедлительная замена.
Как уже указывалось, в подшипниках дизелей, у которых на установившихся режимах обеспечивается трение при гидродинамической смазке, ресурс деталей определяется, главным образом, абразивным изнашиванием шеек коленчатого вала и поверхности трения вкладышей.
Царапины являются одним из наиболее часто встречающихся повреждений поверхности трения вкладышей и располагаются в направлении враще- ния вала. В подавляющем большинстве случаев причиной их образования является загрязненное масло. В зависимости от размера и твердости частиц абразива их влияние на подшипник различно. Частицы с размерами, меньшими, чем расстояние между поверхностями трения, и твердостью, меньшей, чем твердость металла вкладыша, потоком масла проносятся через зазор и не оказывают заметного воздействия на вкладыш. В том случае, если размер абразивных частиц больше расстояния между поверхностями трения и твердость их равна или больше твердости подшипникового материала, эти частицы продвигаются по зазору в направлении вращения вала, попеременно закрепляясь то на одной, то на другой поверхности. В зависимости от глубины внедрения частицы происходит либо пластическое передеформирование поверхности с последующим отделением деформированного объема, либо микрорезание. В свою очередь, глубина внедрения зависит от расстояния между поверхностями трения. Для каждой точки поверхностей вала и вкладыша изменение расстояния между поверхностями различно и определяется характером движения вала в подшипнике.
Хрупкие частицы обычно не образуют царапин, а оставляют только следы внедрения.
Царапины могут образоваться также от воздействия шейки вала с повышенной величиной шероховатости. Так, например, при попадании воды в масло при длительной стоянке двигателя может возникнуть коррозионное повреждение шейки в виде язвин с острыми кромками, которые затем могут стать причиной образования царапин.
Усталостные разрушения. Под усталостным разрушением антифрикционного слоя вкладыша понимается возникновение в нем трещин под воздействием длительных механических циклически действующих нагрузок. Хотя природа возникновения трещин различна и разнообразны причины, их вызывающие, характер трещин, в общем, одинаков при всех причинах. Первоначально отдельные мелкие, хаотично расположенные трещины (рис. 1.9а) при сохранении условий, их вызывающих, увеличиваются в количестве и протяженности, образуя сетку на поверхности вкладыша. По этой ассоциации это повреждение в зарубежной литературе называют эффектом «булыжника» (рис. 1.96). При дальнейшем развитии происходит выкрашивание отдельных отставших кусочков металла (рис. 1.9в), эрозионное расширение трещин и на поверхности образуются каналы (рис. 1.9г), напоминающие следы жука- короеда на поверхности дерева (эффект «короеда»). Небольшое количество трещин в зоне нагрузки вкладыша не опасно и подшипник можно продолжать эксплуатировать. Если же образовался «булыжник» или тем более «короед», вкладыш необходимо заменить. Причинами возникновения усталостных повреждений следует считать циклическое изменение напряжений в антифрикционном слое в процессе работы двигателя. Развитие усталостных повреждений ускоряется вследствие Деформации деталей узла, наличия отклонений в его геометрии и других факторов. При анализе напряженного состояния антифрикционного слоя можно выделить три составляющие напряжений: сжимающие статические напряжения, возникающие при установке и затяжке вкладыша в корпус; статические термические напряжения от перепада температур вкладыша по толщине и разности коэффициентов линейного расширения материалов корпуса и вкладыша; динамические напряжения, определяемые переменными силами, действующими на подшипник.
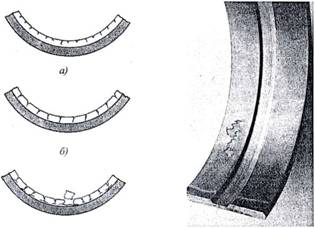 |
в) г)
Рис. 1.9. Стадии усталостного разрушения подшипникового материала
Статическая составляющая напряжений зависит от параметров посадки сопряжения «вкладыш - корпус». Во время работы двигателя под действием переменных сил происходит изгиб корпуса и подшипника, приводящий к циклическому изменению напряжений сжатия на поверхности трения вкладыша. О величине и характере изменения напряжений во время работы дизеля можно судить по представленным результатам измерения напряжений на посадочной поверхности шестого рамового стале-алюминиевого вкладыша подшипника нижнего коленчатого вала дизеля 1 ОД 100 с помощью датчиков, измеряющих напряжения в окружном направлении и вдоль образующей вкладыша.
На зарождение усталостных трещин могут влиять дефекты микроструктуры или микротрещины, возникающие в районе максимальных напряжений при нарушении режима трения при жидкостной смазке, например, при пуске или остановке дизеля.
Наиболее часто трещины возникают в баббитах, которые характеризуются наименьшим пределом выносливости среди антифрикционных материалов. 11оскольку появление усталостных трещин обусловливается свойствами материала и нагрузкой, действующей на него, то предотвратить их возникновение или снизить скорость их распространения в условиях судна можно лишь снижением нагрузки на подшипник, т. е. снижением мощности двигателя, что весьма нерентабельно.
Для усталостной прочности вкладышей с антифрикционным слоем баббита большое значение имеет его толщина. Наиболее высокая усталостная прочность реализуется у слоев толщиной в несколько сотых миллиметра. При нанесении тонкого слоя баббита на прочный металл он чаще выходит из строя по износу, чем из-за усталостных повреждений. С увеличением толщины баббитового слоя более 0,1 мм происходит образование усталостных трещин и выкрашивание уже через 8-10 тыс. ч.
В том случае, когда на вкладыше имеется мягкое приработочное покрытие значительной толщины 0,04-0,06 мм, может происходить усталостное изнашивание этого покрытия.
На практике встречаются также выкрашивание и отслаивание гальванического слоя у многослойных вкладышей. Для определения истинных причин этого дефекта необходимо произвести металлографические исследования, так как причиной могут быть и усталостные разрушения, и образование медно-оловянных кристаллов из-за диффузии олова из гальванического слоя в бронзу, которые снижают прочность сцепления гальванического слоя с бронзой. С повышением температуры вкладыша скорость диффузии значительно возрастает. Для ее предотвращения у большинства вкладышей между слоем бронзы и свинцово-оловянным сплавом наносится тонкий слой никеля (барьерный). Однако при высоких температурах запирающие свойства никелевого слоя снижаются и возможна диффузия металлов в зоне соединения, которая затем станет причиной отслоения гальванического слоя. Вкладыши подшипников с подобным дефектом должны быть заменены.
Коррозионные повреждения. Свинцовистые бронзы и баббиты подвержены химической коррозии. Коррозионные повреждения вызываются наличием в смазочном масле кислот, щелочей, воды и солей. Характер развития коррозионных разрушений у баббита и бронзы отличен. Окисление и вымывание свинца из баббита превращает структуру его поверхностного слоя в рыхлую и пористую. Резко снижается несущая способность подшипника и возрастает износ. Поверхностный слой корродированного баббита легко снимается ногтем пальца. При коррозионном разрушении бронзы окисленный свинец вымывается и остаются кристаллы меди. Структура становится похожей на ту, которая получается при усталостном разрушении вкладыша, и отличить одно явление от другого без специальных металлографических исследований практически невозможно.
Трехслойные вкладыши с гальваническим антифрикционным слоем защищены от коррозии добавлением олова или индия в сплав. При нормальных условиях они крайне редко подвергаются коррозионным разрушениям. Но если температура масла высока, то гальванический слой может разрушиться вследствие коррозии. Темные пятна по краям зоны износа, где температура наиболее высока, - это проявление коррозионного изнашивания. Поверхность этих пятен характеризуется повышенной шероховатостью или пористостью, которая снимается благодаря изнашиванию, и в результате появляется блестящий слой. В этом случае будет наблюдаться, на первый взгляд, обычный повышенный износ, хотя первопричиной являются коррозионные повреждения. В случае применения тяжелого высокосернистого топлива вероятность коррозионного изнашивания значительно возрастает.
На основании вышесказанного следует, что для избежания коррозионных повреждений необходим постоянный и тщательный контроль масла.
Гидроэрозионные, гидроабразивные и кавитационные повреждения довольно часто наблюдаются у вкладышей подшипников. Гидроэрозионные и гидроабразивные повреждения образуются из-за высокой скорости масла и наличия в нем мельчайших твердых частиц, которые вполне свободно проходят с потоком масла через диаметральный зазор подшипника. Эти частицы, обладая большой энергией, ударяются о поверхность трения (в местах изменения направления движения масла), выкрашивают (откалывают) частицы металла этого слоя. Возникновению и развитию эрозии способствует корро- зия, ослабляющая поверхность антифрикционного слоя и делающая ее структуры рыхлой. Коррозия и эрозия зачастую воздействуют одновременно, взаимно дополняя и стимулируя друг друга.
Явление кавитации связано с возникновением и развитием в жидкости паро- или газовоздушных пузырьков. В подшипнике скольжения насыщение слоя смазки происходит в результате особенностей течения масла в зазоре подшипника, приводящих к появлению в жидкости зон неустойчивого течения; попадания в масло воды и создания газо-водомасляных эмульсий при обтекании им различных препятствий; захватывания воздуха и пузырьков масла извне в процессе вращения вала.
В зоне повышенных давлений пузырьки, содержащиеся в смазке, захлопываются. Скорость движения потока жидкости при захлопывании пузырьков достигает 30 м/с. При захлопывании пузырьков выделяется энергия, которая ведет к разрушению материала поверхностного слоя, а при определенной величине этих разрушений - к отказу вкладыша.
Попадание в масло воды ведет к снижению его вязкости и значительному увеличению скорости кавитационного изнашивания, что влечет за собой рост зазоров в подшипнике за счет износа сопряженных поверхностей шейки и вкладыша вследствие увеличения шероховатости, вызванной кавитационным изнашиванием.
Эрозионное и кавитационное изнашивание часто возникают совместно, и поэтому бывает трудно определить, какой из процессов привел к разрушению поверхности вкладыша подшипника.
Фреттинг-коррозия и питтинг. Если две металлические поверхности прижаты одна к другой и одновременно имеют незначительное взаимное перемещение, то в их материале возникают знакопеременные напряжения сдвига (в дополнение к напряжениям сжатия), и при достижении ими предельных значений происходит перенос частиц более мягкого металла с одной поверхности на другую - более твердую. Изнашивание вследствие фреттинг-коррозии посадочных поверхностей происходит при ослаблении или недостаточной затяжке болтов, пластических деформаций поверхностей разъема вкладышей и других нарушений их посадки. Главным следствием этого процесса является ослабление посадки и проворачивание вкладыша, что, в свою очередь, влечет за собой задир шейки вала, полностью нарушает подачу смазки к поршню с последующим задиром поршня и втулки цилиндра.
Явление питтинга подобно фреттинг-коррозии. В этом случае две поверхности находятся под воздействием переменной нагрузки сжатия, например, под воздействием вибрации. При питтинге на посадочной поверхности появляются оспины из-за отделения материала.
Фреттинг-коррозия и питтинг в подшипниках скольжения могут возникать как в результате ошибок монтажа, дефекта вкладышей, так и в результате недостатков всей конструкции подшипника.
Слой свинцово-оловянного сплава или олова, нанесенного на поверхности вкладыша для предохранения от коррозии при хранении, оказывает одновременно благоприятное влияние на уменьшение фреттинг-коррозии.
Расплавление вкладышей подшипников. В тяжелонагруженных подшипниках ВОД и СОД возникновение режима трения при граничной смазке вызывает перегрев, схватывание, заедание и расплавление антифрикционного слоя. Расплавление подшипниковых сплавов вкладышей подшипников при их перегреве приводит к повреждениям шеек коленчатых валов. Контакт расплавленных баббитов и бронз со стальными деталями в напряженном состоянии приводит к образованию трещин и надрывов, становящихся очагами усталостного разрушения. Если расплавленный металл смачивает сталь, то он проникает в раскрытые под действием растягивающих напряжений микротрещины поверхности стальной детали и, адсорбируясь на стенках трещины, уменьшает поверхностную энергию основного материала и, тем самым, снижает его прочность. Из практики эксплуатации известны случаи поломок и задиров шеек коленчатых валов в результате расплавления антифрикционного слоя при нарушении режима смазки подшипника. Существенное влияние на образование таких дефектов имеет высокотемпературный нагрев поверхностного слоя металла вала и связанное с этим снижение пределов текучести и прочности.
Наиболее характерные причины повреждения вкладышей. Причины, приводящие к повреждениям вкладышей, различны. В принципе их можно разделить на причины, определяемые условиями работы подшипника, и причины не зависящие от этих условий. К причинам, зависящим от условий работы подшипникового узла, можно отнести неправильно выбранный запас несушей способности подшипника, неправильно принятые макро- и микрогеометрические соотношения в подшипниковом узле, отсутствие или неверный выбор противовесов, неоптимальные зазоры, неправильно подобранная пара трения «вал - антифрикционный материал», неверный выбор места подвода смазки, сорта смазки и др.
3. Ремонт и восстановление вкладыша
3.1 Выбор материала для антифрикционного слоя вкладышей подшипников
Выбор материалов для пары трения является одним из наиболее сложных вопросов, как при проектировании двигателя, так и при его ремонте. Материалы должны обеспечить надежность подшипникового узла двигателя на установленный срок эксплуатации. Долговечность работы подшипникового узла обеспечивается, прежде всего, износостойкостью его составляющих деталей, т. к. при износе деталей изменяются их геометрия и зазоры и, как следствие этого, гидродинамические характеристики. Изменение этих характеристик может привести к образованию неблагоприятных режимов трения и повреждению поверхностей трения вкладышей и шеек валов из-за задира или усталостного выкрашивания антифрикционного слоя.
Для обеспечения сопротивляемости пластической деформации и усталостным разрушениям, антифрикционный материал должен обладать высокой прочностью и твердостью. Однако такой материал будет обладать пониженной прирабатываемостью и задиростойкостью и будет быстрее изнашивать сопряженные шейки коленчатых валов, чем мягкие пластичные материалы типа баббитов. В связи с этим задача выбора материалов пары сводится к нахождению оптимального сочетания основных свойств, обеспечивающих надежную работу дизеля. Кроме того, нужно принимать во внимание и экономические показатели.
Перечисленные триботехнические свойства проявляются в комплексе и выбираются в зависимости от условий работы двигателя. Дизелестроитель, в отличие от судоремонтника, имеет возможность максимально учесть все факторы, влияющие на работу подшипника, и в соответствии с ними создать оптимальную конструкцию подшипника.
Однако и у судоремонтника имеется некоторая возможность выбора, а именно, выбор композиции материалов и способа нанесения антифрикционного и приработочного слоев. При принятии решения должны учитывать такие критерии, как условия работы двигателя, цена вкладыша, технологичность обслуживания и надежность.
Рост скоростей скольжения шеек коленчатых валов и удельных нагрузок на вкладыши подшипников ставит проблему повышения их надежности, что, в свою очередь, приводит к необходимости постоянно разрабатывать и применять новые антифрикционные материалы повышенной прочности.
Антифрикционный материал должен обладать следующими основными свойствами: достаточная статическая и усталостная прочность при повышенных температурах; способность образовывать прочный граничный слой смазочного материала и быстро восстанавливать его в местах, где он разрушен; совместимость с материалом шейки вала для определенных марок масла; низкий коэффициент трения при граничной смазке (не более 0,04-0,06); отсутствие заедания в случае перерыва в подаче масла; высокие теплопроводность, теплоемкость, прирабатываемость; высокая износостойкость сопряжения' коррозионная стойкость в сернистых соединениях; недефицитность материала и технологичность.
Подшипниковых материалов, удовлетворяющих всем этим требованиям, фактически нет. Так, прочность оловянных баббитов резко снижается с повышением температуры, что ограничивает их применение при тяжелых условиях работы; прирабатываемость антифрикционных бронз неудовлетворительна. Каждый из подшипниковых материалов обладает определенными ан- тифрикционными свойствами при определенных режимах трения.
Область применения различных антифрикционных материалов для режима жидкостного трения определяется величиной динамических нагрузок и усталостной прочностью металла в подшипнике. Усталостное изнашивание антифрикционного слоя происходит в подшипниках, подвергавшихся длительному нагружению переменными по направлению и величине усилиями. Принципиально для этого достаточно переменности одного из факторов. Наличие жидкостной смазки не служит помехой процессу. Усталостные трещины берут начало на поверхности трения и входят, сужаясь, вглубь слоя. Развиваясь по длине, мелкие трещины образуют сетку на отдельных ограниченных или больших участках поверхности. Раскрытие трещин происходит под действием пульсирующего давления смазочного масла. На более поздней фазе трещина, достигнув основания антифрикционного слоя, изменяет свое направление, распространяясь по стыку между слоем и основанием, в результате отдельные участки поверхностного слоя обособляются от остального слоя, а затем выкрашиваются. Большую роль в отделении частиц играет смазочный материал, который, проникнув в трещину, как бы подрывает металл над ней. Иногда трещина не доходит до стыка и продвигается вблизи поверхностного слоя и параллельно ему. Выкрашивание крупных кусков слоя может сопровождаться поверхностными язвинами. Однако следует иметь в виду, что трещины в антифрикционном слое под. шинников не развиваются так быстро, как в силовых конструкциях. Появление трещин и даже участков выкрашивания позволяет эксплуатировать вкладыши подшипники длительное время без существенного ухудшения их работоспособности.
Большинство конструкций вкладышей подшипников разрабатывали для использования СОД в основном на легком топливе, поэтому вкладыши, поступающие на восстановление, имеют бронзовый средний слой, на который можно наносить алюминиевые сплавы напылением. При работе на тяжелом топливе подшипники подвергаются более интенсивному абразивному изнашиванию.
3.2 Выбор способа нанесения антифрикционного слоя на вкладыши подшипников
В условиях ремонтного производства в настоящее время восстановление и изготовление вкладышей подшипников для судовых ВОД практически не производится вследствие высоких требований, предъявляемых к их надежности и отсутствия современных технологий и оборудования на предприятиях.
Ниже приведен краткий обзор методов, применявшихся или которые могут найти применение при восстановлении вкладышей.
Плазменный способ нанесения антифрикционных покрытий на вкладыши при их изготовлении и восстановлении является наиболее перспективным благодаря универсальности, возможности полной автоматизации процесса и минимальному загрязнению экологической среды. Причем усталостная прочность напыленных алюминиевых сплавов и баббитов выше, чем литых, а коэффициент трения ниже.
Известно, что напыленные материалы обладают более высокими триботехническими свойствами и пределом выносливости по сравнению с литыми. Поэтому в последнее время технологии напыления антифрикционного слоя все чаще применяются при изготовлении подшипников. Для нанесения покрытий применяют как различное оборудование, так и большую номенклатуру антифрикционных материалов.
Таким образом, применение метода плазменного напыления и использование порошков на алюминиевой основе и баббита БС позволяет в условиях судоремонтного производства создать специализированные участки по изготовлению и восстановлению вкладышей подшипников СОД и МОД, обеспечивая при этом их высокую надежность.
3.3 Технические требования к обработке и размеры вкладышей
К механической обработке вкладышей предъявляются следующие требования:
1. разностенность толщины вкладыша должна быть не более 0,01 мм;
2. прилегание наружной цилиндрической поверхности вкладыша к поверхности контрольного приспособления должно быть равномерным и составлять не менее 85 % по краске;
3. контроль величины выступания вкладыша проводится в специальном приспособлении (величина выступания вкладыша должна быть не менее рекомендованной заводом-изготовителем);
4. прилегание поверхностей стыков к поверхности контрольной плиты должно быть равномерньм и составлять не менее 75 % площади каждой поверхности по краске;
5. проверку размеров вкладыша необходимо производить при температуре окружающего воздуха 20±5 °С. Допускается проверка при других температурах с соответствующим пересчетом размеров.
3.4 Технологический процесс восстановления и изготовления вкладышей подшипников плазменным напылением
Маршрутная карта приведена в таблице 3 (см. прил.2).
Технологический процесс восстановления и изготовления вкладышей подшипников плазменным напылением осуществляется в следующей последовательности.
1. Мойку и обезжиривание вкладышей и заготовок производят с помощью моющих средств или органических растворителей.
2. Вкладыши, бывшие в эксплуатации, подвергают дефектации с целью определения целесообразности их восстановления.
3. Протачивают внутреннюю поверхность вкладыша до «чистого» металла.
4. Для увеличения прочности сцепления покрытия с основой производят струйно-абразивную обработку напыляемой поверхности вкладышей. Режим обработки: давление воздуха 0,4–0,5 МПа (4–5 атм), диаметр сопла 5–7мм, расстояние от среза сопла до поверхности вкладыша
50–100 мм, угол наклона сопла к обрабатываемой поверхности детали
60–90°, время обработки 30–40 с. Для струйно-абразивной обработки используется электрокорунд марок 12А, 15А зернистостью 1,0–1,5 мм.
5. Для нанесения покрытия используется плазменная установка
УН-120 с источником АПР-404 и плазмотроном С2В3, блок порошковых дозаторов бункерно-тарельчатого и вибрационного типов. Напыление вкладышей производят в специальном приспособлении, устанавливаемом в патроне токарного станка.
6. Производится предварительная механическая обработка напыленного покрытия до «чистого» металла и определяется толщина покрытия.
7. Производится ультразвуковой контроль для определения качества соединения покрытия с основой.
8. Окончательная механическая обработка.
9. Термическая обработка проводится после окончательной механической обработки с целью предотвращения коррозийного разрушения напыленного покрытия при попадании на него влаги.
10. Для получения приработочного покрытия на рабочей поверхности
вкладышей наносится слой баббита БС или свинца толщиной 1–2 мкм методом ионно-плазменного напыления на установке ННВ-6.6-И1.
11. Контроль: визуальный контроль с помощью лупы на наличие трещин, капель металла, различия в цвете, указывающего на частичный местный перегрев. Вышеперечисленные дефекты не допускаются. Качество напыленного покрытия также определяется наличием адгезии, проверяемой ультразвуковым способом и выборочным разгибанием вкладышей.
4. Требования безопасности
4.1. Производственное оборудование должно соответствовать требованиям ГОСТ 12.2.003-74 и иметь сигнально-предупредительную окраску и знаки безопасности в соответствии с ГОСТ 12.4.026—76.
4.2. Качество оборудования, оснастки и приспособлений должно соответствовать показателям ГОСТ 16035—70 и ГОСТ 16045—70.
4.3. К выполнению работ, допускаются рабочие, прошедшие обучение по соответствующему профилю, медицинское освидетельствование и инструктаж по технике безопасности.
4.4. При организации и выполнении работ по обкатке валов следует руководствоваться требованиями «Общих правил техники безопасности и производственной санитарии для предприятий машиностроения», а также «Правил техники безопасности и производственной санитарии при холодной обработке металлов».
4.5. Грузоподъемные операции должны выполняться в соответствии с требованиями «Правил устройств и безопасной эксплуатации грузоподъемных кранов», утвержденных Госгортехнадзором РФ.
4.6. В рабочей технологической документации на обкатку валов должны быть указаны конкретные основные и вспомогательные приспособления и инструмент, защитные и транспортные устройства и способы, обеспечивающие безопасное ведение работ.
4.7. Требования безопасности разработаны по ГОСТ 1.26—77.
Заключение
Рассмотренный метод восстановления обеспечивает требуемые параметры качества поверхности. Повышается поверхностная твердость, в поверхностных слоях образуются остаточные напряжения сжатия, благоприятно изменяется микрогеометрия поверхности. В результате повышается усталостная и контактная прочность, износостойкость и сопротивление коррозии, гидроплотность и маслоудерживающая способность.
Список используемой литературы
1. Арон А.В. «Справочное пособие по проектированию машин» Владивосток: Дальрубтуз-1999г. - 200 с.
2. Балякин О.К., Седых В.И., Тарасов В.В. «Технология судоремонта»- М: Транспорт 1992г. 254с.
3. Блинов И.С. «Справочник технолога механосборочного цеха судоремонтного завода» - М. Транспорт 1979 г. 704 с.
4. Владимирский А.Л., Збарский М.Л., Финкель Г.Н. «Доковый ремонт морских судов» - М.: Транспорт, 1984г. 207с.
5. Хмелевская В.Б., Леонтьев Л.Б. «Повышение надежности судового оборудования технологическими методами». В 3т. Т3. Восстановление и упрочнение деталей. – Владивосток: МГУ; Дальнаука, 2005. 356с.
6. Леонтьев Л.Б. «Учебное пособие» - Владивосток:
ИПК МГУ им. адм. Г.И. Невельского-2008г. - 121 с.