 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Возникновение и развитие сварки
Магистральные трубопроводы нефтяных заводов, работающие при высоких и низких температурах, а также трубопроводы для транспортирования жидких и газовых агрессивных веществ монтируют, как правило, из цельнокатаных труб. Их изготавливают из легированных жаропрочных и нержавеющих сталей.
Наиболее часто применяют стали 10Г2, 12МХ, 15ХМ, 12Х1МФ, Х5, Х5ВФ, 12Х5М, 30ХМ, ЭИ-578, 1Х19Н9Т, Х18Н12Н2Т, Х17, Х28.
Для магистральных трубопроводов и трубопроводов нефтезаводов, предназначенных для сред, вызывающих коррозию, применяют трубы из алюминия и его сплавов. Для этих труб ГОСТ 1947-56 устанавливает сортамент, предусматривающий наружные диаметры (120, 150, 180, 200, 220, 250, 280мм) и толщину стенки (10, 15, 20, 25, 30мм).
Сборку магистральных и особенно заводских производственных трубопроводов производят с помощью штампованных, гнутых или сварных фасонных частей различного назначения. Фасонные части применяют для углов поворота, участков ответвления, обвязки различных аппаратов, насосов и других устройств.
При монтаже труб диаметром до 529мм применяют крутоизогнутые угольники, двойники, тройники и переходы, изготавливаемые из стали 20 путём протяжки или штамповки. Для коррозийностойких трубопроводов фасонные части изготовляют из стали 12Х5МА и 1Х18Н9Т. крутоизогнутые угольники выпускают с наружным диаметром от 48 до 529мм при толщине стенок от 4,5 до 12мм и средним радиусе от 80 до 500 мм. Большое применение получают сварные фасонные части. При этом к качеству сварки предъявляют высокие требования, особенно при монтаже трубопроводов высокого давления.
Подготовка труб к сварке.
При монтаже магистральных и производственных (технологических) трубопроводов основным способом соединения труб является сварка. При этом сварку трубопроводов, работающих при давлении более 0,7 атм (71кн/м2), производят с соблюдением правил Гостехнадзора. Согласно этим правилам к сварке трубопроводов допускаются сварщики, прошедшие специальную подготовку и имеющие соответствующие удостоверения. Сварку разрешается производить при температуре окружающего воздуха и ниже -20оС, так как при более низких температурах происходит интенсивное насыщение расплавленного металла шва газами (особенно кислородом и водородом). Это вызывает значительную пористость и снижает механическую прочность сварного шва. Трубы из легированных сталей разрешается сваривать при температуре не ниже – 10оС. Так как эти стали склонны закаливаться на воздухе с образованием закалочных трещин, иногда выходящих за границы сварного шва. Рабочее место сварщика должно быть защищено от ветра, дождя и снега.
На качество сварного соединения существенно влияет подготовка кромок труб к сварке и качество сборки стыков.
Основным типом сварного соединения труб является V-образное или чашеобразное стыковое соединение.
Подготовка труб к сварке включает правку свариваемых концов, очистку кромок от грязи, масла и окислов и сборку под сварку.
Для правки свариваемых концов труб применяют различные приспособления механического, гидравлического и пневматического типа. Большое распространение получили расширители, состоящие из гидравлического домкрата с радиальными колодками, вставляемыми во внутрь трубы. С помощью ручного насоса повышают давление в цилиндре домкрата, в результате чего колодки раздвигаются и, упираясь в стенки трубы, выпрямляют их. Максимальное усилие достигает 80кГ (784н), а правка трубы занимает 4-6 мин.
Кромки труб, как правило, обрабатывают на заводах-изготовителях со снятием фаски под сварку. Обычно угол скоса составляет 25-30о. при отсутствии скоса кромок необходимо снять фаску на стенке резцом или резаком-труборезом. В полевых условиях получили большое применение специальные трубообрезные приспособления Киевского экспериментально-механического завода.
Очистку свариваемых кромок производят следующим образом. Масло, праймер и органические покрытия удаляют бензином или специальным растворителем от грязи и ржавчины очищают с помощью стальных щёток или абразивных кругов.
Важным элементом подготовки труб является сборка стыков под сварку. Сборка под сварку заключается в совмещении кромок труб так, чтобы совпадали поверхности свариваемых труб и чтобы не была нарушена ось нитки трубопровода. При этом зазор между кромками должен быть одинаковый по всему контуру свариваемого шва.
Сборка и центровка может быть выполнена вручную, но такой способ очень трудоёмкий и не даёт требуемой степени точности. В настоящее время в практике применяют специальные приспособления, называемые центраторами. Для сборки стыков магистральных труб большого диаметра применяют внутренние центраторы, которые базируют сборку по наружной поверхности труб и поэтому более просты по конструкции. Однако при большой разностенности труб и их эластичности наружный центратор не обеспечивает должного качества сборки.
После сборки прихватывают стыки сварными швами длиной 60-80мм с расстоянием между прихватками от 300 до 400мм при диаметре трубы более 300мм. Прихватки выполняют аккуратно и такими же электродами, какими будет заварен стык; это обеспечивает однородность наплавленного металла и хорошее качество шва.
При сборке внутренним центратором можно рекомендовать вместо прихватки сплошную заварку корня шва в виде первого слоя. Это особенно желательно при низких температурах окружающего воздуха, вызывающих большие внутренние напряжения и образование закалочных структур и трещин в металле шва.
Способы и режимы сварки труб (трубопроводов).
Трубы изготавливают сварными и цельнотянутыми. Сварные трубы изготавливают различных диаметров и толщины стенки с помощью контактной, индукционно-прессовой и дуговой сварки как на переменном, так и на постоянном токе.
Трубопроводы свариваемые встык из труб, используют для подачи жидкостей и газа. Они работают при различных давлениях и температурах нагрева. Если рабочее давление в трубопроводах менее 0,07МПа, на них не распространяются правила Госгортехнадзора. Стыки трубопроводов на давление свыше 0,07МПа выполняются только аттестованными для этой работы сварщиками.
Основные типы и конструктивные элементы швов сварных соединений установлены ГОСТ 16037-80 для стальных трубопроводов и ГОСТ 16038-80 для медных и медно-никелевых.
| Допускаемое смещение кромок концов стальных труб при сборке встык под сварку составляет: | |||||
| Толщина стенки, мм | 3...4 | 5...6 | 7...8 | 9...14 | 15... |
| Смещение, мм, не более | 1 | 1,5 | 2 | 2,5 | 3 |
| Согласно ГОСТ 16037-80 для сварки стальных труб применяют следующую подготовку кромок: | ||
| Толщина стенки трубы, мм | без скоса для ручной дуговой сварки | 2...4 |
| без скоса для газовой сварки | 1...3 | |
|
с односторонним скосом под углом 30о для ручной дуговой сварки |
3...20 | |
|
с односторонним скосом под углом 30о для газовой сварки |
4...7 | |
| Толщина стенки, мм | 1...6 | 2...3 | 3...8 | 8...20 | |
| Зазор между кромками, мм | для ручной дуговой сварки | 0, 5 | 1 | 2 | |
| для газовой сварки | 0,5 | 1 |
Электроды для сварки труб должны обеспечивать наплавленный металл с временным сопротивлением и пределом текучести не менее нижнего нормативного предела у основного металла, а показателей пластичности металла шва для трубопроводов горячей воды и пара по правилам Госгортехнадзора должны отвечать следующим минимальным нормам:
| угол загиба, град. | |
| Углеродистая сталь | 120 |
| Молибденовая | 60...80 |
| Хромомолибденовая | 40...50 |
| Хромовадиевомолибденовая | 40... 50 |
| Аустенитная сталь | 100 |
|
Ударная вязкость, Дж/м2 |
|
| Для всех сталей, кроме аустенитного класса |
5Х105 |
| Аустенитная сталь |
7Х105 |
Сварные стыки труб подвергаются различным видам контроля качества и обязательно выборочному просвечиванию в количестве 5 – 10% (первая проверка) и 10 – 25% (вторая проверка) от числа стыков, сваренных каждым сварщиком.
Обязательно металлографическому контролю подлежат стыки трубопроводов первой и второй категории для перегретого пара и горячей воды. К первой категории относятся трубопроводы перегретого пара с давлением выше 4МПа и температурой выше 350о С и горячей воды с температурой выше 184о С; ко второй категории – трубопроводы перегретого пара с давлением до 3,8МПа и температурой 350о С и горячей воды с температурой от 80 до 184о С. Для труб из углеродистых и низколегированных сталей для металлографического исследования вырезают по одному шлифу, для труб из аустенитной стали - по четыре шлифа.
Трубопроводы газовых сетей для жилых, общественных и производственных зданий, работающие под давлением до 1,2МПа, изготавливают в соответствии с требованиями, которые содержит Строительные нормы и правила.
Согласно этим нормам сборка трубопроводов производится на сварочных прихватках длинной 30 – 40мм и высотой, равной половине толщены стенки. Техника сварки стыков трубопроводов принимается в зависимости от диаметра трубы, толщены её стенки и химического состава металла. Различными технологическими приёмами свариваются поворотные и неповоротные стыки трубопроводов.
Ручная сварка стыков труб покрытыми электродами используются при наложении корневого шва без подкладных колец, а также при изготовлении и монтаже трубопроводов в неудобных для механизированной дуговой сварки условиях: стыки коленообразного гнутого трубопровода, проходящего через естественные преграды (вводные, горные и др.), соединения секций в длинные плети, фланцев, заглушек и т.д.
Корневой шов выполняется электродами 1,6 – 3мм в зависимости от толщины стенки трубы, а остальные швы могут выполняться более производительными видами сварки (автоматом или полуавтоматом).
При ручной сварке всего стыка целесообразно выполнять его в несколько слоёв: при толщине стенки 4 – 5мм-в два шва слоя (не считая корневого), при 10 12мм-вчетыре слоя электродами диаметром 3 – 4мм. Ручная газовая сварка выполняется только в один слой.
Ручную дуговую сварку стыков трубопроводов выполняют двумя способами: сверху вниз и снизу вверх.
| Сварочный ток, применяемый для сварки электродами с фтрористо-кальциевым покрытием, А | |||
| Диаметр электрода,мм | Пространственное положение сварного шва | ||
| нижнее | вертикальное | полупотолочное и потолочное | |
| 3 | 140-160 | 150-170 | 120-150 |
| 4 | 180-220 | 160-180 | 140-160 |
| 5 | 220-260 | 200-230 | сварку не ведут |
Сварка сверху вниз происходит на большой скорости и с меньшим сечением валика (с меньшим количеством шлака), это привод к лучшему структуре и большей вязкости металла шва, что особенно важно при работе на морозе. Другие преимущества способа сварки сверху вниз заключаются в меньшем усилении шва, снижении времени на защиту от шлака и в отсутствии необходимости заварки кратера. Сварка сверху вниз выполняется электродами марок ОЗС-9, ВСЦ-1, ВСЦ-2, ВСФС-50. Этими же электродами можно выполнять сварку и снизу вверх.
Режим дуговой ручной сварки стыков труб выбирают в зависимости от марки и диаметра электрода и слоя шва (табл. 59).
Для повышения производительности и качества сварки сантехнических труб рекомендуется полуавтоматическая дуговая сварка в углекислом газе и садозащитной проволокой взамен газовой.
Соединение труб выполняется встык и втавр. Удовлетворительные результаты при сварке труб диаметрами 0,6 – 1мм. Зазоры между кромками при сборке под сварку могут колебаться в пределах от 0 до 3мм.
Скорость дуговой сварки выше скорости газовой в 2,3 – 2,5 раза, марка проволоки Св-08Г2С. Сварка производится на постоянном токе при обратной полярности.
Перевод на дуговую сварку внутренних сантехнических систем снизил стоимость сварочных работ в два раза по сравнению с газовой сваркой.
Для работ ремонтного характера в полуавтомата «Луч» (Институт электросварки им. Е.О.Патонова) с питанием от осветительной сети со сварочной проволокой марки Св-15ГСТЮЦА по ГОСТ 2246-70, которая не требует газовой защиты. Масса полуавтомата со сварочным проводом и заряжённой кассетой 2 кг.
Порядок ручной дуговой сварки поворотных стыков труб диаметром более 200мм показан на рис.151. Стык труб соединяется тремя симметрично расположенными прихватками (рис.151, а). Окружность стыка размещается для сварки на 4 участка. Кружками отмечены точки начала и окончания шва, а стрелками – направление сварки. Первый слой сваривают электродам диаметром 4мм при токе 120 – 150А узким валиком в направлении снизу вверх (рис. 151,б), а затем, повернув трубу на 90о , заваривают последние противоположные участки первого слоя (рис.151, в). После этого электродом диаметром 5мм при токе 200 – 250А накладывают в одном направлении второй (рис.151, г) и в противоположном второму слою – третий слой (рис.151, д). Перспективными по механизации поворотных трубопроводов являются специальные установки.
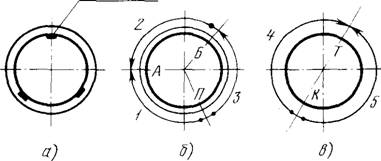
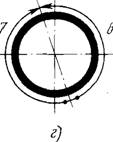
Рисунок 152.Порядок сварки стыков неповоротных труб: а – сборка труб на прихватках, б, в, г – выполнение первого, второго и третьего слоёв; А, Б, П – границы участков первого слоя шва, Т, К – то же, для второго слоя шва, 1-7 – последовательность выполнения слоёв шва на участках.
Порядок ручной дуговой сварки неповоротных труб диаметром 250 – 500мм показан на рис.152. Первый слой накладывают тремя участками. Второй и третий слои – двумя участками, смещая их между собой на 50 – 100мм. В указанном порядке можно производить сварку стыка сверху вниз, применяя электроды с целлюлозным покрытием ОЗС-9 и ВСЦ-1, дающие мало шлака.
Применяют сварку комбинированными способами в зависимости от наличия электродов: первый слой сваривают сверху вниз электродами ВСЦ-1 или ОЗС-9, второй слой – электродами УОНИИ-13/45 и третий слой – электродами УОНИИ-13/55, АНО-9.
Стыки труб диаметром более 500мм делят по окружности на 6-8 участков и технологию сварки строят так, чтобы по возможности обеспечить равномерное охлаждение металла стыка, в результате чего получается менее напряжённый металл стыкового соединения.
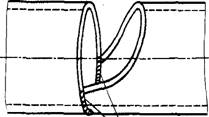
Когда нельзя сваривать стык ни с поворотом, ни в потолочном положении, тогда применяют сварку с козырьком, как показано на рис.153. Сначала выполняется нижняя часть стыкового шва только с внутренне стороны, а затем верхняя часть стыкового шва и козырька только с наружной стороны.
I этап II этап
Козырёк.
Сварка трубы с внутренней
стороны.
Рисунок 153. Порядок сварки стыков труб с козырьком.
Трубы, применяемые для изготовления ферм, стоек, колонн, опор и других строений, свариваются с различными углами (рис.154). В этих случаях наиболее сложна и ответственна подготовка кромок под сборку и сварку. Сборочные прихватки делают в удобных местах сопряжения. Швы по контуру сопряжения соединяемых трубчатых элементов лучше выполнять по принципу обратноступенчатой сварки.
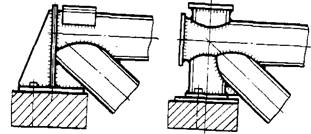
Рисунок 154. Сопряжение труб под разными углами.
Трубные узлы из высоколегированных сталей и сплавов изготовляют дуговой сваркой неплавящимся электродом в защитном газе. Кроме ручной дуговой сварки возможно применение полуавтоматической. Для труб с толщиной стенки менее 1мм целесообразна импульсно-дуговая сварка.
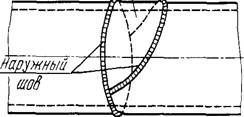
Защиту корня шва обеспечивают поддувом газа с внутренне стороны трубы. В этом случае (рис.155) газ способствует формированию обратного валика. Для поддува используют аргон.
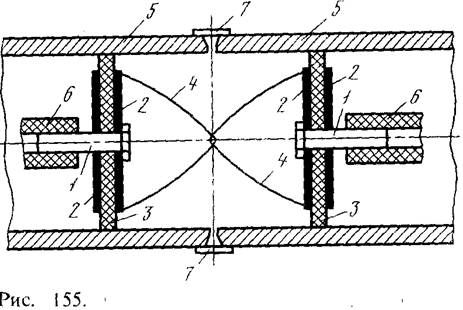
Схема приспособления для сварки труб с поддувом газа: 1 – входной и выходной ниппели, 2 – металлические шайбы, 3 – резиновые шайбы, 4 – соединительные скобы из проволоки диаметром 2-3мм, 5 – сварные трубы, 6 – шланг для подачи газа, 7 – приклеенная бумага.
Сварку трубопроводов применяют при изготовлении деталей из труб, имеющих соединения с несъёмной арматурой, а также имеющих неразъёмные ответвления от основной магистральной трубы.
Тип применяемой сварки и необходимое оборудование определяет конструктор в зависимости от марки материала. Так для трубопроводов из алюминиевых сплавов (АМгМ и АМц) можно применять аргонно-дуговую сварку АрДС и газовую сварку (КАС), для стали 20А – газовую сварку, для нержавеющей стали – аргонно-дуговую сварку. В ряде случаев можно использовать газовую автоматическую сварку с применением флюса НЖ-8.
На сварку поступают трубопроводы, прошедшие гибку и другие подготовительные операции. Для трубопроводов малого диаметра (до 6мм) в отдельных случаях допускается приваривать арматуру до выполнения операции гибки в том случае, если гибка будет производиться без наполнителя и подогрева.
Перед сваркой трубу устанавливают на приспособление, где подгоняют и фиксирую свариваемые элементы.
Перед сваркой присадочный материал подвергают химической очистке. Присадочный материал должен быть замаркирован цветным или цифровым знаками.
После выполнения операции сварки удаляют остатки флюса, свариваемые детали промывают в трёх ваннах горячей водой (60-80о) с применением волосяных щёток. После этого детали промывают в течение 5-10мин в 2-3%-ном водном растворе хромового ангидрида, нагретого до температуры 60-80о С, затем в горячей воде с температурой 60-80о С. После промывки детали просушивают тёплым сухим воздухом.
Контролируют качество промывки при помощи 2%-ного раствора азотно-кислого серебра. Если капли этого раствора, нанесённые в 3-4 точках сварного шва, вызывают образование белого осадка, то промывку следует повторить.
Все сварные детали из труб проходят операции контроля. Прежде всего их проверяют на герметичность под рабочим давлением. Эту проверку обязательно проходят все сварные трубопроводы и соединения. При помощи визуального осмотра сваренных мест выявляют возможные наружные дефекты (прожоги, трещины, свищи, раковины).
Контроль сварных соединений.
Сварку деталей необходимо производить в стационарных или универсальных приспособлениях, предусмотренных технологическим процессом данного предприятия.
Качественный сварной шов при любом виде сварки должен иметь ровную, слегка чешуйчатую поверхность без свищей, раковин, трещин, подрезов, прожогов, наплывов. Сварные швы должны иметь усилие в пределах 0,5 – 1мм толщины свариваемого материала.
Качество сварных трубопроводов контролируют:
· в процессе сварки, когда контролируется соблюдение технологических режимов, присадочных материалов, флюсов;
· пооперационно, при наличии нескольких переходов;
· после сварки всех швов производится окончательный контроль.
Окончательный контроль включает:
· внешний осмотр всех трубопроводов с целью выявления наружных дефектов (прожогов, подрезов, трещин, поверхностных свищей и раковин и других дефектов);
· контроль проходного сечения трубопровода путём прокатки через полость трубы шарика соответствующих размеров;
· испытание на герметичность сварных швов у всех трубопроводов;
· металлографический контроль.
Металлографический контроль даёт возможность установить качество провара и наличие дефектов в шве и зоне сплавления сварного соединения. Металлографический контроль труб целесообразно производить периодически один раз в месяц по одной сварной трубе, выбранной у каждого сварщика.
Электробезопасность.
Электротравмы возникают при прохождении электрического тока через человека.
Ток силой 0,1А независимо от рода его принято считать смертельно опасным для человека. При минимальном сопротивлении организма человека в 600 Ом смертельно опасная величина тока (0,1А) создаётся при напряжении всего лишь 60В.
Тяжесть поражения электрическим током зависит от величины тока и напряжения, а также от пути прохождения тока в организме человека, длительности действия тока, частоты (с повышением частоты переменного тока степень поражения снижается, переменный ток опаснее постоянного).
Поражение током в производственных условиях чаще всего происходят в результате прикосновения человека к токоведущим частям, находящимся под опасным напряжением.
Опасным напряжением может оказаться шаговое напряжение, возникающее при растекании электрического тока в землю. Растекание тока возможно в случаях касания оборванного электрического провода воздушной сети с землёю или при срабатывании защитного заземления. Если человек окажется в зоне растекания тока, то между ногой, находящейся ближе к заземлителю, и ногой, отстоящей от заземлителя на расстоянии шага (0,8м), возникает разность потенциалов (шаговое напряжение) и от ноги к ноге замкнётся цепь тока. Для защиты от шагового напряжения пользуются резиновой обувью.
Правила безопасной работы с электроустановками.
Помещения по степени опасности поражения людей электрическим током подразделяются на три категории:
· особо опасные (влажность высокая, температура воздуха выше +30оС, химически активная среда, приводящая к разрушению изоляции токоведущих частей);
· с повышенной опасностью (токопроводящие полы, возможности прикосновения человека к металлическим конструкциям и корпусам электрооборудования и др.);
· без повышенной опасности (отсутствуют опасности поражения электротоком).
Электрические установки и устройства считаются опасными, если у них токоведущие части не ограждены и расположены на доступной для человека высоте (менее 2,5м), отсутствует заземление, зануление и защитные отключения токопроводящих конструкций (металлические корпуса магнитных пускателей, кнопок «пуск», «стоп» и др.).
Требования к персоналу, обслуживающему электроустановки.
Правилами технической эксплуатации электроустановок к работе на них допускаются лица пяти квалификационных групп.
· Квалификационная группа I присваивается персоналу, не прошедшему проверку знаний по Правилам технической эксплуатации электроустановок.
· Квалификационная группа II присваивается лицам, имеющим элементарные технические знакомства с электроустановками (электросварщики, электромонтёры и др.).
· Квалификационная группа III присваивается лицам, имеющим знания специальных правил техники безопасности по тем видам работ, которые входят в обязанности данного лица (электромонтёры, техники и др.).
· Квалификационная группа IV присваивается лицам, имеющим знания в электротехнике в объёме специализированного профтехучилища.
· Квалификационная группа V присваивается лица, знающим схемы и оборудование своего участка и др.
Пожарная безопасность.
Причинами, вызывающими пожары в цехах, являются наличие легковоспламеняющих веществ и горючих жидкостей, сжиженных горючих газов, твёрдых сгораемых материалов, ёмкостей и аппаратов с пожароопасными продуктами под давлением, электроустановок, вызывающих в процессе их работы электрические искры и др.
Причин возникновения пожаров много: самовозгорание некоторых веществ, если их хранение является неудовлетворительным, зажигание пламенем, электрической искрой, жидким металлом, шлаком и др. принято по признаку пожарной опасности подразделять производство на несколько категорий: А – взрывопожароопасные, Б – взрывоопасные, В – пожароопасные, Г и Д – непожароопасные, Е – взрывоопасные (имеются только газы).
Сварочные работы могут выполняться в помещениях каждой категории производства в соответствии с требованиями ГОСТ 12.3.002-75, ГОСТ 12.3.003-75.
Сварочные работы в замкнутых ёмкостях должны выполняться по специальному разрешению администрации предприятия.
Порядок работы по организации и проведении сварочных работ на шахтах и рудниках определяется инструкциями, утверждёнными Госгортехнадзором: Запрещается:
· Пользоваться одеждой и рукавицами со следами масел, жиров, бензина, керосина и других горячих жидкостей;
· Выполнять резку и сварку свежеокрашенных конструкций до полного высыхания краски;
· Выполнять сварку аппаратов, находящихся под электрическим напряжением, и сосудов, находящихся под давлением;
· Производить без специальной подготовки резку и сварку ёмкостей из-под жидкого топлива.
Средствами пожаротушения являются вода, пена, газы, пар, порошковые составы и др.
При тушении пожаров водой используют установки водяного пожаротушения, пожарные машины, водяные стволы (ручные и лафетные). Для подачи воды в эти установки используют специальные водопроводы. Для тушения пожаров водой в большинстве производственных и общественных зданий на внутренней водопроводной сети устанавливают внутренние пожарные краны.
Пена представляет собой концентрированную эмульсию двуокиси углерода в водном растворе минеральных солей, содержащем пенообразующее вещество. Для получения воздушно-механической пены применяют воздушно-пенные стволы, генераторы пены и пенные оросители. Генераторами пены и пенными оросителями оборудуют стационарные установки водопенного тушения пожаров. При тушении пожаров газами, паром используют двуокись углерода, азот, дымовые газы и др.
Каждый сварочный пост должен иметь огнетушитель, бачок или ведро с водой, а также ящик с песком и лопатой. После окончания сварочных работ необходимо проверять рабочее помещение и зону, где выполнялись сварочные работы, и не оставлять открытого пламени и тлеющих предметов. В цехах имеются специальные противопожарные подразделения, из числа работающих в цехе создаются добровольные пожарные дружины.
Технологический процесс сварки теплообменника.
1. Технологический процесс сварки должен обеспечивать требуемые геометрические размеры швов, хорошее качество и необходимые механические свойства сварного соединения, а также минимальные усадочные напряжения и деформации свариваемых трубных и обычных деталей. Поэтому процесс сварки теплообменника следует вести на стабильном режиме, при котором отклонения от заданных значений сварочного тока и напряжения на дуге не превышают 5%.
2. Корневые слои шва, выполняемые ручной дуговой сваркой, следует накладывать электродами диаметром не более 4-5мм.
3. Обеспечить возможность наложения швов преимущественно в нижнем положении (безопасные условия работы сварщика) и получить соединения требуемого качества.
4. Выполнение каждого шва следует производить после тщательной очистки металла. Участки шва с порами, трещинами и раковинами должны удаляться, исправляться.
5. При двухсторонней сварке стык с полным проплавлением необходимо перед выполнением шва с обратной стороны удалить его корень до чистого без дефектного металла. При образовании прожогов в процессе сварки их следует удалить и заварить.
6. Начало и конец шва следует выполнять за пределами сварного соединения на выводных планках, удаляемых после сварки. Во всех случаях выводить кратер на основной металл за пределы шва запрещается.
7. Размеры сварных швов должны соответствовать ГОСТ 16037-80.
8. По окончанию сварки теплообменника швы сварных соединений очищают от шлака и брызг расплавленного металла. Приваренные сборочные и монтажные приспособления следует удалять без повреждения основного метала и применения ударных воздействий, а места приварки нужно зачистить до чистого основного металла.
9. К сварке теплообменника допускаются сварщики, прошедшие аттестацию в соответствии с утверждёнными правилами. Каждый сварщик должен иметь удостоверение на право выполнения сварочных работ.
10. После сварки теплообменника проверить сварные соединения на статическое растяжение.
Список использованной литературы.
1. Рыбаков В.М. Дуговая и газовая сварка. М. Высшая школа, 1981
2. Мисник И.Б. Ручная дуговая сварка металлов. Мн. Высшая школа, 1981
3. Комаров А.А., Сапожников В.М. Трубопроводы и соединения для гидросистем. М. Машиностроение, 1967
4. Шебеко Л.П. Электросварщик-автоматчик. М. Высшая школа, 1966
5. Геворкян В.Г. Основы сварочного дела. М. Высшая школа, 1969
6. Шебеко Л.П. Оборудование и технология автоматической и полуавтоматической сварки. М. Высшая школа, 1981