 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Автоматизация процесса электролиза алюминия на примере ИркАЗ-РУСАЛ
1.5 Товарные марки алюминия
Рассмотрим технологию производства первичного алюминия, производство товарного продукта, ниже приводим его краткий обзор. Он варьируется от первичного алюминия до специальных сплавов, а легирующие добавки при производстве сплавов используются для придания алюминию специфических физических свойств. Обычно посторонние материалы оказывают вредное влияние на физические свойства, и поэтому они должны быть удалены из используемого сырья. Легирующие добавки обычно вводятся в виде высоко концентрированного алюминиевого сплава или чистого металла, что обычно выполняется на стадии переплава.
1.5.1 Чистый алюминий
Металл, произведенный непосредственно в электролизерах является относительно чистым (обычно он содержит более 99.8% алюминия) и мягким. Его можно использовать в тех отраслях, где механическая прочность не является критерием первостепенной важности. Большинство примесей переходят в алюминий из сырья (глинозема, анодного углерода и электролитных добавок), и в этом случае применительно к сырью существуют такие требования, как отсутствие в нем элементов, влияющих на дальнейшую обработку алюминия. Это особенно важно, когда алюминий прокатывается в тонкую фольгу, или волочится для получения проволоки. В этих случаях наличие примесей приводит к образованию включений, газовых пор и локальным изменениям механических свойств. Кроме производства фольги и проволоки, другими непосредственными способами обработки алюминия является листопрокат и штамповка. Небольшая часть металла перерабатывается в мелкодисперсный порошок для получения паст, используемых при покраске, для производства взрывчатых веществ и в пиротехнике.
2.Рассмотрение технологического процесса с точки зрения автоматизации.
Основное оборудование
За процессом электролиза алюминия следит система автоматизации процесса электролиза ТРОЛЛЬ.
Система автоматизации процесса электролиза алюминия представляет собой комплекс программно-технических средств. Названия ТРОЛЛЬ-5 и ТРОЛЛЬ-2000 относятся соответственно к оборудованию и программному обеспечению последнего поколения АСУ ТП электролиза алюминия фирмы ТоксСофт. Таким образом:
· ТРОЛЛЬ-5 – блоки управления электролизерами АСУ ТП электролиза;
· ТРОЛЛЬ-2000 – программное обеспечение АСУ ТП электролиза.
Разделение названий оборудования и программного обеспечения вызвано тем, что программное обеспечение ТРОЛЛЬ-2000 способно работать на всем спектре оборудования, производимого фирмой ТоксСофт начиная с 1994 года. Более того, ПО ТРОЛЛЬ-2000 построено таким образом, что к его верхнему уровню можно подключить любое оборудование распределенных централизованных систем автоматизации других производителей.
В настоящее время фирмой ТоксСофт установлено на разных заводах несколько поколении оборудования АСУ ТП электролиза:
ТРОЛЛЬ-5 – современная версия оборудования системы, установлено в Волгограде, Братске, Иркутске .
Новое программное обеспечение ТРОЛЛЬ-2000 может быть установлено на любой из перечисленных систем, вне зависимости от оборудования и объема внедрения.
Основу аппаратного обеспечения системы составляют блоки управления ТРОЛЛЬ-5, установленные в корпусе электролиза. Группа БУ соединена между собой по коаксиальному кабелю. Группы подключены по схеме «звезда» к концентратору сети корпуса (КСК), представляющего собой оптоволоконный хаб сети ArcNet. К концентратору подключается также и Контроллер тока и напряжения серии (КТНС), установленный на КПП, который производит замер и раздачу по блокам управления значения тока серии.
Концентраторы сети корпусов подключены по оптоволоконному кабелю к маршрутизатору системы ТРОЛЛЬ. Маршрутизатор устанавливается в помещении пультовой АСУ ТП. Там же установлены серверы системы: сервер реального времени (СРВ) и сервер базы данных (СБД). С одной стороны, серверы получают информацию от маршрутизатора системы. С другой стороны, серверы открывают доступ к данным из заводской сети. Любой компьютер, подключенный к сети предприятия, может иметь доступ как к данным в реальном времени (через СРВ), так и к накопленным данным, сводкам, отчетам (через СБД).
В базовую поставку системы ТРОЛЛЬ входит следующие компоненты:
· Блоки управления ТРОЛЛЬ-5 – предназначены для управления двумя электролизерами, выполняют автоматическое технологическое управление, оперативное управление с панели, временное хранение и передачу информации по сети; устанавливаются в непосредственной близости от подключаемых электролизеров.
· Технологическая сеть ArcNet – Технологическая сеть, предназначена для организации обмена данными между блоками управления и программно-техническими средствами верхнего уровня; физически представляет собой оптоволоконную сеть Arcnet, которая обеспечивает передачу информации с гарантированным временем доступа и отсутствие коллизий. По сравнению с предыдущими версиями системы не претерпела значительных изменений за исключением того, что в качестве транспортного протокола теперь используется протокол TCP/IP.
· Контроллер тока и напряжения серии – предназначен для измерения тока и напряжения серии, передает данные по сети блокам управления нижнего уровня; устанавливается в помещении КПП.
· Сетевое оборудование верхнего уровня – к сетевому оборудованию верхнего уровня относятся концентраторы сети корпуса и маршрутизаторы (роутеры). Концентратор сети корпуса объединяет оптоволоконные лучи технологической сети корпуса в единый кабель. Маршрутизатор объединяет технологические сети корпусов в единую технологическую сеть участка, цеха или завода и осуществляет маршрутизацию пакетов данных, циркулирующих из сети верхнего уровня в технологическую и обратно. В качестве маршрутизатора может выступать как специализированное устройство, так и обычный компьютер с соответствующим программным обеспечением.
· Сервер реального времени – осуществляет сбор оперативной информации и предоставляет возможности оперативного дистанционного управления. Организует совместную работу всех компонентов системы.
· Сервер базы данных – хранит архивную базу данных, обрабатывает запросы к ней со стороны различных клиентов, формирует сводки и отчеты.
· Рабочее место (АРМ) системы – представляет собой персональный компьютер, подключенный к сети предприятия. На АРМе выполняется программа «клиент системы ТРОЛЛЬ», настроенный для конкретных целей использования (монитор оператора, АРМ старшего мастера, генератор сводок, АРМ руководителя и т.п.).
Подключение к БУ ТРОЛЛЬ
К блоку управления ТРОЛЛЬ-5, через специализированный разъем, по сети RS-485 подключаются различные датчики (возможно подключение исполнительных устройств). В основном это два типа оборудования:
· Датчики, постоянно установленные на электролизерах. Например, датчик перекоса анодной рамы фирмы ТоксСофт. Датчик перекоса позволяет оперативно измерять угол перекоса анодной рамы, и соответственно автоматически выравнивать раму;
· Датчики и исполнительные устройства системы централизованной раздачи глинозема. Система :ЦРГ разработки фирмы ТоксСофт требует всего одного-двух датчиков на электролизер. Существенно дешевле и надежнее использовать имеющеюся инфраструктуру ТРОЛЛЬ, чем создавать отдельное АСУ ТП для ЦРГ;
· Переносные портативные приборы для разовых замеров. К таким приборам относятся разрабатываемые датчики температуры расплава и ликвидуса, а также датчик концентрации. При такой работе, прибор подключается к блоку управления ТРОЛЛЬ-5, в течении нескольких секунд БУ опознает прибор и по мере (и по окончании) работы получает данные из прибора, хранит и передает далее на верхний уровень.
Подключение в технологическую сеть
Для оборудования, которое работает на уровне группы ванн, корпуса или серии в целом, оборудование может быть подключено к технологической сети корпуса. К такому оборудованию относятся, например бригадный контроллер и шкафы работы с радиоприемниками крановых весов.
Подключение к верхнему уровню системы
Верхний уровень системы ТРОЛЛЬ-2000 построен так, что позволяет подключать к нему любую полностью или частично распределенную систему автоматического управления любыми технологическими процессами. В качестве расширения возможностей АСУ ТП электролиза нужно сразу к верхнему уровню системы подключить, например центральную заводскую лабораторию (ЦЗЛ). Информация с ЦЗЛ органически дополняет информацию алюминиевого производства о ходе технологического процесса.
Алгоритмы автоматического управления электролизеромОбщие черты алгоритмов
Модель большинства алгоритмов нижнего уровня состоит из инициализации, определенных действий в течение некоторого времени и изменения цели управления (см. Термины и формулы) после выключения алгоритма.
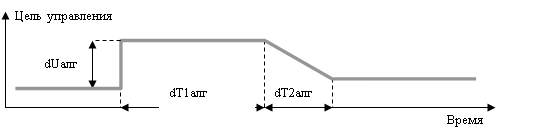 |
Для всех алгоритмов изменение цели управления реализовано одинаково. В момент выключения алгоритма добавка к уставке напряжения скачком повышается на величину dUалг, в течение заданного времени T1алг она держится постоянной, а затем, в промежутке времени T2алг, линейно снижается до нуля. Таким образом, изменение цели управления представляет собой трапецию (см. рисунок), все параметры которой dUалг, T1алг и T2алг задаются с верхнего уровня системы и могут быть изменены даже для одного электролизера.
В случае наложения добавок к уставке напряжения из-за работы нескольких алгоритмов вступает в действие следующие правила приоритетности добавок:
Наиболее приоритетна добавка к уставке из-за замены штырей. Она аддитивна к любой другой добавке. Например, если в момент выключения режима выливки уставка была поднята после замены штырей, добавки суммируются
Добавки к уставке из-за ликвидации волнения, после обработки ванны и после выливки неаддитивны, то есть сумма добавок не изменяется. Изменяется лишь распределение этой суммы между различными добавками и, соответственно, характер изменения цели управления.
Ряд алгоритмов (например, автоматическое поддергивание кожуха) подразумевают возможность одновременного физического воздействия сразу на несколько электролизеров. Как правило, это нежелательно и для устранения такого эффекта в алгоритмы встроено свойство конвейерности, обеспечивающее разнос включения механизмов соседних ванн. Для примера рассмотрим то же поддергивание кожуха. Пусть оно должно происходить один раз в три часа и время поддергивания равно 5 секундам. Начало цикла конвейерного включения алгоритма будет установлено на 00:00, 03:00, 06:00 и т.д. Разнос между последовательными включениями будет равен 5сек*2=10сек. Теперь пусть в 04:15 одновременно была подача на электролизерах номер 1 и 2 (вполне возможная ситуация, если они простояли в ручном режиме более трех часов и одновременно были переведены в автомат). Время следующего поддергивания на электролизере 1 будет установлено на 06:00, а на электролизере 2 – на 06:00:10. Таким образом, следующие включения алгоритма на соседних ваннах уже будут разнесены по времени. Время разноса определяется номером электролизера, числом ванн в группе и максимальной продолжительностью воздействия. Пусть в рассматриваемом примере ванны секционированы по питанию двигателей в группы по 10 электролизеров. Тогда в момент начала цикла будут поддернуты кожухи на ваннах 1,11,21,31…, через 10 секунд – на ваннах 2,12,22,32… и т.д.
В других алгоритмах (регулирование МПР, срабатывание механизмов АПГ, …) принцип конвейера реализован несколько иначе, но основная идея – разнос одинаковых воздействий в группах электролизеров без необходимости наличия связи между блоками нижнего уровня, - остается той же самой.
Выливка
Алгоритм включается с панели блока ТРОЛЛЬ. В момент включения фиксируется цель управления выливки Uвыл. Она определяется следующим образом
Рассчитывается стандартная цель выливки U0выл, равная максимальному из величин: текущая цель управления или уставка напряжения плюс добавка к уставке после выливки.
Если среднее за минуту приведенное напряжение U60 существует, то в качестве Цели выливки Uвыл берется максимальное из значений U0выл или U60
Если не определено, то в качестве Цели выливки Uвыл берется максимальное из значений U60раб или U0выл
Если нет ни U60, ни U60раб, то в качестве Цели выливки берется стандартная цель U0выл.
Таким образом, если среднее за минуту напряжение меньше стандартной цели выливки, то берется стандартная цель, в противном случае – среднее напряжение.
В процессе выливки контролируется текущее напряжение U электролизера, равное среднему за 3 сек. приведенному напряжению или, если его нет, среднему за 3 сек. рабочему напряжению.
Как только в процессе выливки напряжение U превышает цель выливки, запускается подача анодной рамы вниз на время sTвыл. Если U опускается ниже цели выливки на заданную величину DU1выл, движение анодной рамы прекращается.
Во время выливки обеспечиваются звуковые сообщения в корпус по громкой связи “Остановите выливку – низкое напряжение на ванне” (текущее напряжение меньше нижней границы достоверности напряжения) или “Двигатели не успевают за выливкой” (разница между текущим напряжением и целью выливки стала больше заданного максимального значения dUmax).
Отключается режим выливки или с панели блока ТРОЛЛЬ или автоматически. Последнее происходит следующим образом: если продолжительность работы алгоритма превысила заданное время T1выл, то по громкой связи в корпус выдается звуковое сообщение “Слишком долгая выливка”. Через 5 минут после этого режим выливки отключается. Если выливка физически не окончена, то выливщику после выдачи предупреждения следует выключить и включить режим вновь.
После завершения выливки цель управления изменяется только при выполнении следующих условий:
· За время работы алгоритма были автоматические подачи анодной рамы вниз (была реальная выливка)
· На ванне нет анодного эффекта и с момента окончания последнего прошло больше заданного времени
· Электролизер не находится в режиме поиска анодного эффекта
Изменение цели управления происходит с учетом правил приоритетности добавок к уставке (см. Общие черты алгоритмов). Кроме того, в случае, если была реальная выливка (см. выше) АПГ ванны в течение заданного времени T2выл переходит на работу по таймеру.
Изменяемые с верхнего уровня параметры алгоритма:
Величина и поведение добавки к уставке напряжения после выливки
Максимальное время выливки T1выл
Стандартное время подачи анодной рамы sTвыл
Границы изменения напряжения при выливке DU1выл и DUвыл
Время работы АПГ по таймеру после выливки T2выл
Замена штырей
Алгоритм включается с панели блока ТРОЛЛЬ одной из кнопок ЗАМЕНА-1 или ЗАМЕНА-2. В случае, если в этот момент на электролизере зафиксирован прогноз анодного эффекта (см. Прогноз анодного эффекта), для снижения вероятности возникновения анодного эффекта во время замены запускается Nапг усиленных циклов АПГ. После чего на все время замены автоматическая работа дозаторов АПГ запрещается. Кроме того, до выключения этого режима запрещены автоматические подачи анодной рамы.
Отключается режим или с панели блока ТРОЛЛЬ или автоматически. Последнее происходит следующим образом: если продолжительность работы алгоритма превысила заданное время T1зам, то по громкой связи в корпус выдается звуковое сообщение “Слишком долгая замена штырей”. Через 5 минут после этого режим замены отключается автоматически. Если замена физически не окончена, то после выдачи предупреждения следует выключить и включить режим вновь.
Если замена штырей продолжалась больше заданного времени T2рег, она считается состоявшейся. В этом случае после отключения режима замены штырей АПГ электролизера в течение T2зам работает по таймеру. Кроме того, сразу после отключения этого регламентного режима изменяется цель управления электролизера на величину dUзам. Возможен один из двух вариантов поднятия уставки, выбор из которых предоставляется заказчику:
Вариант 1: В зависимости от того, какой из режимов (ЗАМЕНА-1 или ЗАМЕНА-2) был включен, уставка повышается на фиксированную величину dU1зам или dU2зам
Вариант 2: В момент включения и выключения режима определяются значения среднего за 3 мин. приведенного напряжение U180нач и U180кон и рассчитывается разница между ними dU180 = U180кон - U180нач. Если эта величина лежит в пределах между dU1зам и dU2зам, то в качестве dUзам берется она, в противном случае dUзам приравнивается к максимальному или минимальному из значений dU1зам или dU2зам.
В любом варианте изменение уставки происходит с учетом правил приоритетности добавок к уставке (см. Общие черты алгоритмов).
Изменяемые с верхнего уровня параметры алгоритма:
Величина и поведение добавки к уставке напряжения после замены штырей
Максимальное время замены штырей T1зам
Минимальное время регламентной операции T2рег
Время работы АПГ по таймеру после замены штырей T2зам
Автоматическое поддергивание кожуха
Алгоритм обеспечивает периодическое поддергивание кожуха электролизера. Параметры поддергивания – периодичность T1кож и время поддергивания sTкож задается с верхнего уровня. После того, как истечет таймер очередного поддергивания, и будут выполнены следующие условия
· Кожух находится в аромате и не движется
· Работа алгоритма разрешена
· На ванне нет анодного эффекта и с окончания последнего АЭ прошло больше заданного промежутка времени
Выполняется подача кожуха вверх продолжительностью sTкож и перезапускается таймер очередного поддергивания с учетом принципа конвейера (см. Общие черты алгоритмов).
Изменяемые с верхнего уровня параметры алгоритма:
Периодичность поддергивания кожуха T1 кож
Время поддергивания кожуха sTкож
Сопровождение обработок электролизера
Алгоритм предназначен для уменьшения подачи глинозема в ванну через АПГ после обработки электролизера, компенсации потерь тепла при растворении большой массы глинозема и запрещения излишних подач анодной рамы, связанных с резким изменением напряжения после обработки. Он включается автоматически, в соответствии с расписанием обработок конкретного электролизера. Таблица обработок электролизера рассчитывается нижним уровнем системы при получении от верхнего уровня команды “Изменилось расписание обработок корпуса”. Расписание обработок корпуса вводится оператором верхнего уровня в виде набора записей вида
| Время начала обработки | Время окончания обработки | Номер первого электролизера | Номер последнего электролизера |
Проводится каждый день / |
Из полученного расписания обработок корпуса программа создает таблицу обработок для данного электролизера, которая в дальнейшем хранится на нижнем уровне. Например, из записи в таблице корпуса, содержащей информацию об обработке, идущей от 90-го до 60-го электролизера с 16:00 по 16:30 получится, что обработка 80-го электролизера должна начаться в 16:10.
Алгоритм начинает работу за время T3обр до номинального начала обработки. В этот момент АПГ ванны переходит на редкое питание по таймеру с коэффициентом зарежения Kобр (на столько увеличивается время между срабатываниями дозаторов) и одновременно изменяется цель управления электролизера на величину dUобр. Изменение уставки происходит с учетом правил приоритетности добавок к уставке (см. Общие черты алгоритмов).
После того, как алгоритм поддержания МПР отрегулирует напряжение электролизера к новой цели управления, за время T1обр до начала обработки запрещаются автоматические подачи анодной рамы. Этот запрет действует до времени T2обр после обработки.
После отработки алгоритма (через промежуток времени T4обр после начала обработки) АПГ ванны переходит в фазу голодания регулирования концентрации глинозема.
При включении алгоритма ликвидации МГД-нестабильности или возникновения анодного эффекта, работа алгоритма прекращается автоматически. При этом сбрасываются запрещение автоматических подач анода и повышение уставки, обусловленное алгоритмом.
Изменяемые с верхнего уровня параметры алгоритма:
Величина и поведение добавки к уставке напряжения после обработки ванны
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |