 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Анализ ассортимента и сравнительная оценка качества бытовых холодильных приборов, реализуемых магазином "Техно-сила"
Основополагающим фактором, влияющим на формирование ассортимента бытовых холодильных приборов, являются конструкция и материалы, применяемые для их изготовления. Более подробно остановимся именно на данном факторе.
1.2.1 Конструкция и материалы, применяемые для изготовления холодильных приборов
Принцип действия работы холодильника показан на рисунке 1.
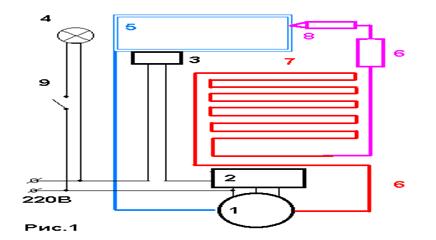
Мотор - компрессор (1), засасывает газообразный фреон из испарителя, сжимает его, и через фильтр (6) выталкивает в конденсатор (7).
В конденсаторе, нагретый в результате сжатия фреон остывает до комнатной температуры и окончательно переходит в жидкое состояние.
Жидкий фреон, находящийся под давлением, через отверстие капилляра (8) попадает во внутреннюю полость испарителя (5), переходит в газообразное состояние, в результате чего, отнимает тепло от стенок испарителя, а испаритель, в свою очередь, охлаждает внутреннее пространство холодильника. Этот процесс повторяется до достижения заданной терморегулятором (3) температуры стенок испарителя. При достижении необходимой температуры терморегулятор размыкает электрическую цепь и компрессор останавливается. Через некоторое время, температура в холодильнике (за счет воздействия внешних факторов) начинает повышаться, контакты терморегулятора замыкаются, с помощью защитно-пускового реле (2) запускается электродвигатель мотор - компрессора и весь цикл повторяется сначала (см. пункт 1)
Упрощенно представляя, холодильник состоит из изотермического шкафа и электрического оборудования (холодильного агрегата).
Корпус является несущей конструкцией, поэтому должен быть достаточно жестким. Его изготавливают из листовой стали толщиной 0,6-0,1 мм. Герметичность наружного шкафа обеспечивается пастой ПВ-3 на основе хлорвиниловой смолы. Поверхность шкафа фосфатируют, затем грунтуют и дважды покрывают белой эмалью МЛ-12-01, ЭП-148, МЛ-242, МЛ-283 или др. Выполняют это с помощью краскопультов или в электростатическом поле. Поверхность сервировочного столика, если таковой имеется, покрывают полиэфирным лаком. В последнее время для изготовления корпуса холодильника все чаще применяют ударопрочные пластики. Благодаря этому сокращается расход металла и уменьшается масса холодильного прибора.
Металлические внутренние шкафы из стального листа толщиной 0,7 - 0,9 мм изготавливают методом штамповки и сварки и эмалируют горячим способом силикатно-титановой эмалью.
Пластмассовые камеры изготавливают из АБС-пластика или из ударопрочного полистирола методом вакуум-формирования. АБС (акрилбутадиеновый стирол) обладает высокими механическими свойствами и стойкостью по отношению к хладону (фреону). Детали из АБС-пластика, покрытые хромом и никелем, широко применяются в декоративных целях. АБС-пластики отечественного производства по физико-механическим свойствам делятся на четыре группы:
1. АБС-0903 средней ударной вязкости;
2. АБС-1106Э, АБС-1308, АБС-1530, АБС-2020 повышенной ударной вязкости;
3. АБС-2501К, АБС-2512Э, АБС-2802Э высокой ударной вязкости;
4. АБС-0809Т, АБС-0804Т, АБС-1002Т повышенной теплостойкости.
АБС-пластики выпускаются в виде гранул диаметром не более 3 мм и длиной 4-5 мм или в виде порошка и перерабатываются литьем под давлением, выдуванием, термоформованием. Камеры у морозильников и камеры низкотемпературных отделений холодильников металлические - из алюминия или нержавеющей стали. Стальные камеры более долговечны, гигиеничны, но они увеличивают массу холодильника и требуют особых способов крепления к наружному корпусу для наиболее эффективной теплоизоляции от окружающей среды.
К преимуществам пластмассовых камер относятся технологичность изготовления, малый коэффициент теплопроводности, меньшая масса. Однако такие камеры по сравнению с металлическими. В холодильниках с пластмассовыми камерами по периметру дверного проема не устанавливают накладки, закрывающие теплоизоляцию, так как роль накладок выполняют отбортованные края камеры.
Двери изготовляют из стального листа толщиной 0,8 мм методом штамповки и сварки. В некоторых моделях холодильников двери изготовлены из древесностружечной плиты или ударопрочного полистирола.
Дверь холодильника состоит из наружной и внутренней панелей, теплоизоляции между ними и уплотнителя. Панели двери изготовляют из ударопрочного полистирола методом вакуум-формования. Толщина листа 2-3 мм. У большинства холодильников двери открываются слева направо. В всех современных холодильниках предусмотрена перенавеска двери, т.е. возможность открывания двери справа налево. У настенных холодильников дверь двухстворчатая.
Дверь холодильника должна плотно прилегать к дверному проему, иначе теплый воздух будет проникать в камеру. Для обеспечения герметичности внутреннюю сторону двери по всему периметру окантовывают магнитным уплотнителем разного профиля. В холодильниках старых конструкций применялись резиновые уплотнители баллонного типа.
Двери в закрытом положении удерживаются с помощью механических (чаще куркового типа) или магнитных затворов. Последние наиболее распространены. При их наличии ручку двери можно расположить на разной высоте, исходя из требований технической эстетики. Замена дверных петель специальными навесками, укрепляемыми сверху и снизу двери, уменьшает общие габариты холодильника при открывании двери, что важно при установке холодильников в углу помещений.
Теплоизоляцию применяют для защиты холодильной камеры от проникновения тепла окружающей среды и прокладывают по стенкам, верху и дну холодильного шкафа и холодильной камеры, а также под внутренней панелью двери. От теплоизоляционных материалов требуется, чтобы они обладали низким коэффициентом теплопроводности, небольшой объемной массой, малой гигроскопичностью, влагостойкостью, были огнестойкими, долговечными, дешевыми, биостойкими, не издавали запаха, а также были механически прочными. Для теплоизоляции шкафа и двери холодильников применяют штапельное стекловолокно МТ-35, МТХ-5, МТХ-8, минеральный войлок, пенополистирол ПСВ и ПСВ-С и пенополиуретан ППУ-309М.
Минеральный войлок изготовляют из минеральной ваты путем обработки ее растворами синтетических смол. Исходным сырьем для получения минеральной ваты служат минеральные породы (доломит, доломитоглинистый мергель), а также металлургические шлаки.
Стеклянный войлок - разновидность искусственного минерального войлока. Он состоит из тонких (толщина 10-12 мк) коротких стеклянных нитей, связанных синтетическими смолами. Теплоизоляция из стеклянного войлока и супертонкого волокна биостойка, не имеет запаха, обладает водоотталкивающим свойством, удобно и быстрее стареют, со временем теряют товарный вид, менее долговечны и менее прочны по укладывается и поэтому часто применяется.
Пенополистирол - синтетический теплоизоляционный материал. Он представляет собой легкую твердую пористую газонаполненную пластмассу с равномерно распределенными замкнутыми порами. Теплоизоляцию из пенополистирола получают вспениванием жидкого полистирола непосредственно в простенках холодильной камеры и корпуса шкафа холодильника.
Пенополиуретан - пенопласты мелкопористой жесткой структуры, полученные путем вспучивания полиуретановых смол с применением соответствующих катализаторов и эмульгаторов. Для повышения теплозащитных свойств в качестве вспучивающего газа применяют хладон-11 и др. Процесс пенообразования и затвердевания пены происходит в течение 10-15 мин при температуре до 5 °С. Пенополиуретан обладает малой объемной массой, низким коэффициентом теплопроводности, влагостоек. Его можно вспенивать непосредственно в холодильном шкафу. При этом он равномерно и без воздушных полостей заполняет все пространство в простенках, хорошо склеивается со стенками, повышая прочность шкафа.
В зависимости от качества теплоизоляционных материалов толщина изоляции в стенках шкафа холодильника может быть от 30 до 70 мм, в двери - от 35 до 50 мм. Замена теплоизоляции из стекловолокна изоляцией из пенополиуретана позволяет при одних и тех же габаритах корпуса увеличить объем холодильника на 25%.
Ранее в холодильниках применялись курковые и секторные затворы дверей. В современных холодильниках применяются магнитные запоры.
Магнитные затворы представляют собой эластичную магнитную вставку, помещенную в уплотнительный профиль на внутренней панели двери. При закрывании двери она плотно притягивается к металлическому корпусу. Исходным сырьем для получения магнитных материалов служит феррит бария ВаО в смеси с каучуками или поливиниловыми и другими смолами, придающими ему гибкость. Изготовленные ленты эластичного магнита намагничивают в магнитном поле.
Притягивая уплотнитель к шкафу по всему периметру, магнитный затвор обеспечивает хорошее уплотнение и в то же время не требует усилий для открывания двери, которое необходимо проверять динамометром с погрешностью +1 Н. Динамометр прикрепляют к ручке на расстоянии, наиболее отдаленном от шарниров. Усилие при этом должно быть направлено перпендикулярно плоскости двери.
Для дверных уплотнителей в холодильниках с курковыми и секторными затворами применяют пищевую резину, с магнитными затворами - поливинилхлоридные и полихлорвиниловые уплотнители с магнитной вставкой и магнитные уплотнители с дополнительными удерживателями. В холодильниках с механическим затвором плотное закрывание двери достигается благодаря сжатию профиля резинового уплотнителя.
В холодильниках с магнитным затвором уплотнитель притягивается к шкафу силой притяжения магнита, при этом профиль уплотнителя растягивается. Уплотнитель имеет два баллона. Баллон прямоугольного сечения, в котором находится магнитная вставка, прижимается передней плоскостью к шкафу. Толщина стенки баллона существенно влияет на силу притяжения уплотнителя и не превышает 0,45 мм. Баллон "гармошка" служит для компенсации небольшого свободного хода двери. В свободном состоянии уплотнителя "гармошка" несколько сжата и при отходе двери растягивается, препятствуя отрыву уплотнителя от шкафа. Для эффективной работы профиль баллона "гармошка" имеет небольшое сопротивление растяжению, что обеспечивается тонкими стенками баллона, а также соответствующей конфигурацией его.
Магнитные вставки узлов уплотнения делают прямоугольного сечения. Их изготовляют из эластичных многокомпонентных ферритонаполненных композиций. Улучшить магнитные, физико-химические и термомеханические свойства, а также технико-экономические показатели магнитных эластичных вставок стало возможным благодаря использованию новых полимерных композиций на основе сополимеров ЭВА.
Уплотнение двери следует проверять, не включая холодильник в сеть. Бумажная полоска шириной 50 мм и толщиной 0,08 мм, заложенная между уплотнителем двери и закрываемой поверхностью шкафа, ни в одном месте не должна свободно перемещаться.
К электрическому оборудованию бытовых холодильников относятся следующие приборы:
• электрические нагреватели: для обогрева генератора в абсорбционных холодильных агрегатах; для предохранения дверного проема низкотемпературной (морозильной) камеры от выпадения конденсата (запотевания) на стенках; для обогрева испарителя при полуавтоматическом и автоматическом удалении снежного покрова;
• электродвигатель компрессора (это относится к компрессионным холодильникам);
• проходные герметичные контакты для соединения обмоток электродвигателя с внешней электропроводкой холодильника через стенку кожуха мотора компрессора;
• осветительная аппаратура, предназначенная для освещения холодильной камеры;
• вентиляторы: для обдува конденсатора холодильного агрегата воздухом (при использовании в холодильниках конденсаторов с принудительным охлаждением) и для принудительной циркуляции воздуха в камерах холодильников.
К приборам автоматики бытовых холодильников относятся:
• датчики-реле температуры (терморегуляторы) для поддержания заданной температуры в холодильной или низкотемпературной камере бытовых холодильников;
• пусковое реле для автоматического включения пусковой обмотки электродвигателя при запуске;
• защитное реле для предохранения обмоток электродвигателя от токов перегрузки; приборы автоматики для удаления снежного покрова со стенок испарителя.
1.3.2 Технологические особенности производства холодильных приборов
Технологические процессы оказывают определяющее влияние на затраты в производстве и на качество изготовления бытовых холодильных приборов (БХП). За показатель надежности борются все изготовители БХП. Надежность в работе влияет на престиж марки, спрос и цену.
Стабильное качество изготовления и надежность БХП зависят от степени автоматизации и объемов производства. Чем больше объемы производства, тем выше уровень автоматизации. Чем выше уровень автоматизации производства, тем меньше влияние рабочего на качество изготовления деталей и агрегатов. Во всех странах мира наблюдаются тенденции повышения уровня механизации и автоматизации производства и минимизации влияния человеческого фактора на качество БХП.
С увеличением выпуска не только повышается стабильность качества БХП, но и снижаются затраты на изготовление одного изделия. Годовой выпуск на современном заводе превышает 1 млн. БХП при двухсменной работе конвейеров. В одну минуту с конвейеров крупного завода сходят несколько БХП, а за сутки более 3000 тысяч единиц. За 10 лет до начала развала Союза на некоторых заводах изготавливали по 1 или 2 модели БХП и объемы производства составляли около 100 тысяч штук в год. Производство было почти натуральным. В одном месте изготавливали и собирали почти все составные части БХП. Согласно требованиям того времени по ремонтопригодности конструкции холодильников были разборными. Отмеченные условия служили объективными причинами повышенных затрат на изготовление одного БХП в сравнении с затратами на современных заводах с более прогрессивными технологиями производства. В конце 80-х 4 отечественных завода имели программы выпуска БХП по 800 тыс.шт. и более: Красноярский ("Бирюса"), Минский ("Атлант"), Новолипецкий ("Стинол") и Саратовский ("Саратов"). В номенклатуре выпуска каждого завода было по нескольку моделей БХП.
К 2008 г. программа Минского завода холодильников выросла до 1,2 млн.шт. Модельный ряд БХП "Атлант" включает десятки моделей, каждая из которых имеет несколько модификаций. Модификации одной модели отличаются между собой окраской, комплектацией, рабочим напряжением и по другим показателям. Новолипецкий завод холодильников за год изготавливает также более 1 млн. БХП различных моделей и модификаций, в том числе итальянских марок Indesit и Ariston.
Крупнейшее производство БХП обеспечивает группа независимых компаний Liebherr, расположенных в разных европейских странах. Liebherr предлагает более 300 базовых моделей отдельно стоящих и встраиваемых бытовых и торговых холодильников и морозильников. В производстве БХП и другой продукции компании руководствуются принципом: "Чем больше, тем лучше и эффективнее". Повышенная надежность и долговечность (холодильники Liebherr работают до 25 лет) помогают компаниям поддерживать престиж марки и удерживать свои БХП в высокой ценовой категории. Современные заводы БХП по сути являются сборочными. Высокий уровень механизации и автоматизации технологических процессов в сочетании с обширной унификацией узлов и деталей обеспечивают высокое качество БХП при минимальных затратах на изготовление. Непосредственно на заводах БХП изготавливают шкафы, лари и двери, которые экономически нецелесообразно перевозить на большие расстояния. При доставках за многие километры пришлось бы "перевозить воздух", поскольку шкафы занимают много места и мало весят. Составляющие узлы и детали (комрессоры, электрооборудование, приборы управления и другие комплектующие изделия), оказывающие первостепенное влияние на надежность и долговечность БХП, максимально унифицированы и изготавливаются на специализированных предприятиях. Один и тот же мотор-компрессор (компрессор в сборе с электродвигателем, пусковым и защитным реле) могут устанавливать на БХП разных марок, как массового, так и престижного исполнения. В то же время на БХП одной модели могут устанавливать различные компрессоры. На холодильники Liebherr устанавливают австрийские, бразильские и итальянские компрессоры концерна EMBRACO. Взаимозаменяемость компрессоров разных марок обеспечивает унификация присоединительных размеров.
Самыми большими мощностями по производству компрессоров всех типов в Европе располагают итальянские заводы. Итальянский концерн EMBRACO, включающий фирму Aspera, заводы в Италии, Испании, Бразилии и Китае, производит в год более 20 млн. компрессоров различного назначения. Мощности заводов Electrolux превышают собственные потребности для комплектации БХП и составляют около12 млн. шт. Специализированные заводы имеют по нескольку автоматических линий для изготовления деталей и сборки холодильных компрессоров. На одной типовой технологической линии изготавливают более 1 млн. компрессоров. На заводе мирового лидера в производстве герметичных компрессоров компании Tecumseh в США имеется 5 автоматических линий. Четыре линии обеспечивают заданную программу выпуска. Резервная пятая линия подключается для выпуска продукции при проведении профилактических работ на одной из рабочих линий. На резервной линии производится отработка перспективных конструкций и технологических процессов для серийного производства, а также выпуск первых установочных партий компрессоров. Компрессоры Electrolux устанавливают на БХП Electrolux, Miele, Vestfrost. Компрессоры Danfoss устанавливают на БХП Bosch, Siemens, Snaige, Vestfrost, "Атлант". На холодильники Bosch и Siemens также могут быть устанавлены итальянские компрессоры Aspera и сингапурские Matsushita. Годовая программа одного завода приборов автоматики превышает 10 млн. изделий. На этих заводах автоматизация технологических процессов наиболее высокая. Одни и те же приборы устанавливают на БХП различных марок. Одинаковые регуляторы температуры с маркой фирмы Danfoss устанавливают на престижных моделях холодильников AEG и на массовых холодильниках "Атлант" одного типоразмера. Максимально унифицировано производство полуфабрикатов и заготовок. Заготовки для испарителей и конденсаторов поставляют специализированные предприятия. Стальные и медные трубопроводы изготавливают металлургические заводы. На заводах БХП трубки режут по нужным размерам и изгибают по заданной конструктором конфигурации. Пластмассовые профили могут изготавливать химические заводы или на заводах БХП. Эластичный профиль для уплотнителя двери крупные заводы холодильников предпочитают изготавливать на своем производстве. При этом заводам холодильников проще проводить модернизацию производства и контролировать качество уплотнения дверей БХП на своих моделях. Профиль уплотнителя изготавливают методом экструзии: расплавленная масса пластика продавливается через отверстие, имеющее конфигурацию сечения уплотнителя.
При складировании и перевозках "нежный" пластмассовый профиль деформируется. Остаточная деформация профиля может оказаться причиной плохого уплотнения двери БХП, утечек холода и повышенного расхода электроэнергии. Поэтому сборку профиля с магнитной вставкой и сварку 4 прямых отрезков все заводы с крупносерийным производством БХП осуществляют у себя. Готовый уплотнитель сразу же идет на сборку БХП. Отсутствие транспортировки помогает сохранить форму и размеры уплотнителя и обеспечить высокое качество уплотнения дверей на БХП. Мелкие пластмассовые детали (крепеж, ручки, небольшие сосуды) на заводы БХП поставляют специализированные химические предприятия. Их изготавливают методом литья. Крупные пластмассовые изделия (шкафы и панели дверей, большие сосуды), как правило, изготавливают непосредственно на заводах БХП. Внутренние камеры и панели дверей БХП, в основном, изготавливают методом вакуумного формования. Изготовление их методом литья можно считать исключением из правила. Для изготовления пластмассовых деталей методом литья предназначены литьевые формы и литьевые машины. Разъемные литьевые формы состоят из 2 или более частей. Внутренние очертания форм в точности повторяют наружные контуры деталей. Формы устанавливают на литьевые машины. В литьевую форму засыпают гранулы нужного материала. За счет электрического нагрева гранулы плавятся. Расплавленный пластик под давлением заполняет все углубления в форме. Выемка детали из формы происходит в автоматическом режиме.
Для изготовления пластмассовых деталей методом вакуумного формования предназначены вакуум-формовочные машины. Технологические формы и машины для вакуумного формования значительно проще, чем литьевые. Для формования используют пластмассовые листы, которые укладывают над формой и плотно зажимают по периметру. Края листа служат технологическим фланцем. Перед формованием лист нагревается электрическими нагревателями и при этом размягчается. Затем из пространства между листом и формой отсасывают воздух. Под действием вакуума размягченный лист плотно обжимает форму и приобретает конфигурацию детали. После этого остается только обрезать технологический фланец, чтобы получить готовое изделие.
Пластмассовые детали могут быть белыми или цветными в зависимости от требований покупателей к дизайну БХП. Цвет литьевых и вакуумформованных пластмассовых изделий определяется цветом гранулированного сырья, засыпаемого в литьевые формы, либо пластмассового листа, закладываемого в вакуумформовочную машину.
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |