 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Автоматизация методической печи
Достаточно точно о составе атмосферы печи (полноте сжигания топлива) можно судить по результатам анализа продуктов сгорания, отбираемых в конце печи, или для печей большой мощности в конце каждой зоны. По найденному содержанию О2, CO, H2, CH4 и N2 может быть рассчитан действительный коэффициент расхода воздуха. Разность между заданным и рассчитанным значениями будет корректирующим сигналом регулятору Со. Применение указанного способа требует обеспечения представительности проб продуктов сгорания, отбираемых для автоматического анализа, решения задач очистки и охлаждения пробы, а также минимума запаздываний в импульсной линии и собственно газоанализаторе. Динамические характеристики современных автоматических газоанализаторов на порядок больше динамических характеристик объекта управления, что приводит при непосредственном регулировании Со по результатам анализа к большим и знакопеременным динамическим погрешностям. Представительный импульс может быть сформирован только по большому количеству отдельных измерений и, характеризуя тенденцию изменения действительного значения Со, может использоваться в качестве корректирующего сигнала.
Если в печи осуществляется полное сжигание топлива, то достаточно контролировать только содержание О2 в продуктах горения. Такой анализ может быть выполнен с достаточным быстродействием и без применения сложных устройств отбора и подготовки пробы с помощью датчика с твёрдым электролитом.
Чтобы уменьшить кратковременные колебания Со, связанные с запаздыванием показаний расходомеров или с прекращением регулирования, вызванным отклонением температуры датчика от заданного значения, в систему может быть введён импульс от исполнительного механизма, перемещающего регулирующий орган на трубопроводе топлива.
Управление сжиганием топлива может быть осуществлено также с помощью экстремальных систем регулирования, в которых в результате непрерывного поиска определяется значение Со, обеспечивающее максимальную при данном расходе топлива температуру в области, контролируемой датчиком.
5. постановка задач автоматизации
АСУТП предназначается для управления процессами транспортирования и нагрева металла на участке. При управлении должны обеспечиваться необходимые по условиям прокатки значения температуры поверхности металла и перепада температур по сечению заготовки на выходе из печи при согласовании темпа работы прокатного стана и минимальных затратах на передел.
АСУ ТП состоит из двух уровней.
В нижний уровень входят локальные подсистемы, осуществляющие сбор первичной информации, управление технологическим оборудованием и дистанционное управление технологическими параметрами процесса нагрева.
Как правило, нагревательные печи должны работать на автоматическом управлении. Переход на ручное управление может быть разрешен только в исключительных случаях. В локальную систему автоматического регулирования входят:
- регулирование температуры в каждой зоне;
- регулирование соотношения расходов природного газа и воздуха;
- регулирование давления в печи;
- регулирование давления природного газа перед печью;
- контроль параметров;
- система безопасности и система сигнализации.
Верхний уровень содержит подсистемы, работающие по алгоритмам, основанным на методах оптимального управления, и реализуется на базе ЭВМ. К основным задачам, работающим на верхнем уровне АСУ, относятся, в частности, математическая модель процесса нагрева металла, задача расчета заданных значений на температуру в зонах, задача выдачи этих значений на автоматические регуляторы локальных систем, задачи автоматического ведения документации.
Для обеспечения наиболее оптимального нагрева заготовок, предотвращения бесполезных затрат топлива, порчи внутренней поверхности методической печи необходимо осуществлять контроль и регулирование определенных параметров печи. Для этого используются стандартные датчики, преобразователи, контроллеры.
В данном проекте объектом автоматизации является семизонная методическая печь. Для этого объекта осуществляется контроль и регулирование таких параметров как:
1. Температура в рабочем пространстве печи (по зонам);
2. Температура конца прокатки;
3. Объемный расход газа по зонам;
4. Объемный расход воздуха по зонам;
5. Температура отходящих продуктов сгорания;
6. Температура подогретого воздуха;
7. Давление газа в общем газопроводе;
8. Давление в рабочем пространстве печи (под сводом томильной зоны);
9. Разрежение в дымовом борове печи.
Имеется ряд контуров регулирования:
1. Температура в зонах печи;
2. Соотношение газ-воздух в зонах;
3. Давление в рабочем пространстве печи.
6. разработка и описание структурной схемы автоматизации
На основании рассмотренных выше задач контроля и управления строится структурная схема автоматизации.
Система автоматизации представляет собой трехуровневую систему. Первый уровень осуществляет сбор информации с помощью датчиков (Д), управление исполнительным механизмом (ИМ) и передачу информации на второй уровень.
Второй уровень состоит из щита КИП и А, регуляторов, микроконтроллеров S7-200. Второй уровень осуществляет обработку информации, поступившей с первого уровня, регистрацию и стабилизацию технологических параметров, подготовку и выдачу оперативной информации на третий уровень, получение производственных ограничений и заданий от третьего уровня. Щит КИП и А включает в себя следующие приборы: средства сигнализации (С), преобразователи (Д), регуляторы (Р), панели управления исполнительными механизмами (СУ), задатчики (ЗД), индикаторы аналоговые и цифровые (ИА и ИЦ), аналоговые регистраторы (РА), процессоры (ПР), вводно-выводные устройства (ВВУ), внешние запоминающие устройства (ВЗУ), диспетчерскую связь (ДС), производственную громкоговорящую связь (ПГС), регистраторы аналоговые (РА).
Микроконтроллер включает в себя: процессор, внешнее запоминающее устройство, вводно-выводное устройство, пульт ручного ввода данных. Микроконтроллер выполняет регистрацию параметров, расчет показателей работы.
Третий уровень управления представляет собой ЦЭВМ, которая включает в себя процессор, внешнее запоминающее устройство, вводно-выводное устройство, пульт ручного ввода данных, видеотерминал, устройство печати.
Второй и третий уровни управления охвачены диспетчерской связью.
7. РАЗРАБОТКА И ОПИСАНИЕ ФУНКЦИОНАЛЬНОЙ СХЕМЫ АВТОМАТИЗАЦИИ
Функциональная схема состоит из ряда отдельных контуров автоматического регулирования.
Первый контур регулирования температуры по зонам печи. Сигнал от датчика (поз. 1-1), как правило, это термопара ПП, поступает на преобразователь Ш-72 (поз. 1-2) с выходом 4-20мА, и далее на вход микроконтроллера (S7-200) также на вход МК подается значение с задатчика РЗД-22 (поз. 1-3). Контроллер формирует регулирующее воздействие (4-20мА), которое подается с выхода ВО1 МК на вход БРУ-32 (поз. 1-4). С БРУ сигнал подается на пускатель ПБР-2М, формирующий сигнал 0-220В (поз. 1-5), который воздействует на регулирующий орган типа МЭО (поз. 1-6), который, изменяя положение шибера, изменяет подачу топлива по зонам печи. Аналогично производится регулирование температуры по остальным отапливаемым зонам печи. Второй контур регулирует соотношение газ-воздух, подаваемых к горелкам печи. Для измерения расхода топлива и воздуха используется диафрагма типа БКС. С диафрагмы (поз. 2-1) снятые давления поступают на расходомер типа Метран-100 ДД (поз. 2-2), на выходе он формирует сигнал 4-20 мА, который подается на вход В3 МК. Также на входы В4, В5 подаются с задатчиков (поз. 2-3, 2-4) коэффициенты для расчета необходимого количества воздуха. Параллельно измеряется расход воздуха (диафрагма БКС поз. 3-1, расходомер Метран-100 ДД, поз. 3-2) и подается на вход В6 МК. Контроллер производит необходимые вычисления и на выход ВО2 выдает регулирующее воздействие. РВ с выхода ВО2 попадает на вход БРУ-32 (поз. 2-5) и далее аналогично контуру 1, сигнал подается на пускатель типа ПБР-2М (поз. 2-6), формирующий сигнал 0-220В который воздействует на регулирующий орган МЭО (поз. 2-7), изменяя расход воздуха по горелкам. Следующий контур регулирует давление в рабочем пространстве печи. В качестве датчика используется Сапфир-22 ДИ (поз. 10-1) с унифицированным выходным сигналом. Сигнал от датчика поступает на вход В14 МК. На вход В15 МК поступает сигнал от задатчика РЗД-22 (поз. 10-3, вых. 4-20мА). Контроллер производит необходимые вычисления и на выход ВО5 выдает регулирующее воздействие. РВ с выхода ВО5 попадает на вход БРУ-32 (поз. 10-4) и далее аналогично контуру 1, сигнал подается на пускатель типа ПБР-2М (поз. 10-5), формирующий сигнал 0-220В который воздействует на регулирующий орган МЭО (поз. 10-6). Также на схеме показаны средства контроля и сигнализации следующих параметров: Контроль температуры воздуха в основном воздухопроводе. Сигнал с термопары типа ХА (поз. 8-1) передается на преобразователь Ш-72 (поз. 8-2, вых. 4-20мА) и подается на вход В12 МК.
Контроль температуры отходящих дымовых газов. Сигнал с термопары типа ХА (поз. 9-1) передается на преобразователь Ш-72 (поз. 9-2, вых. 4-20мА) и подается на вход В13 МК. Контроль и сигнализация давления газа и воздуха в основных газопроводах. В качестве датчика используется Сапфир – 22 ДИ (поз. 6-1, 7-1), с унифицированным выходным сигналом. Сигнал с датчика подается на входы В10 и В11 МК соответственно через преобразователь типа Ш705 (поз. 6-3, 7-3) предназначенный для сигнализации достижения параметрами нижнего и верхнего уровня. Контур контроля состава продуктов сгорания, в качестве газоанализатора используется прибор Testo 350, сигнал о содержании H2, O2 и CO подается на входа В16, В17 и В18 соответственно для анализа и сигнализации. Также присутствуют контура контроля и регулирования расхода газа и воздуха на печь, предназначенные для контроля и ограничения расхода энергоносителей.
8. РАЗРАБОТКА И ОПИСАНИЕ ПРИНЦИПИАЛЬНОЙ ЭЛЕКТРИЧЕСКОЙ СХЕМЫ КОНТУРА КОНТРОЛЯ И РЕГУЛИРОВАНИЯ
В курсовом проекте мною была разработана принципиально-электрическая схема контура контроля и регулирования соотноотношения расхода топливо-воздух. В состав данного контура входят: датчик – Метран 100 -ДД, модуль ввода-вывода аналоговы S7-200, блок ручного управления БРУ-32, пускатель ПБР-2М и исполнительный механизм МЭО, задатчик РЗД-22. Приборы питаются от сети (~220В) или от собственных источников питания. Сигнал от датчика, через клеммы 3-4 выходит на модуль ввода-вывода (клеммы 2-3). Приборы соединены последовательно (в "токовую петлю") с использованием стабилитронов. Сигнал от модуля ввода-вывода (соответствующий управляющему воздействию, выработанному микроконтроллером) через клеммы 14-15 поступает на блок ручного управления (клеммы 12-15). Так же на модуль аналового входа (клеммы 6-7, 8-9) поступают сигналы от задатчика РЗД-22 (клеммы 5-7, 5-7). С блока ручного управления сигнал, соответствующий выбранному режиму управления (автомат-ручное), через конечные выключатели (клеммы МЭО 5-6 и 7-8), поступает на пускатель (клеммы 7-8). С пускателя через клеммы 3-4-5 сигнал в 220В поступает на исполнительный механизм (клеммы 1-2-3). Также в "токовую петлю", с использованием стабилитронов, соединена цепь индикации положения регулирующего органа, состоящая из МЭО (клеммы 9-10), блока ручного управления (клеммы 26-27) и модуля ввода-вывода (клеммы 4-5).
9. МАТЕМАТИЧЕСКАЯ МОДЕЛЬ НАГРЕВА МЕТАЛЛА В МЕТОДИЧЕСКОЙ ПЕЧИ
Необходимо запрограммировать на языке C++ программу, которая должна представлять собой визуализацию нагрева заготовки в печи в каждой из ее зон. Для каждой зоны рассчитываются граничные условия. Уравнение нагрева имеет вид:
 (1)
(1)
Задача сводится к определению зависимости от времени температуры Т в точках стержня, то есть функции двух переменных Т(z,x). Функция Т(z,х) должна удовлетворять уравнению теплопроводности(1) и начальному условию
Т(z,0)=f(x) (2)
и условиям на концах стержня
Е(0,х)=j1(z), u(z,t)=j2(z). (3)
Значения u(0,0) и u(L,0), полученные из (2) и (3), должны совпадать. Это будет если j1(0)=f(0), j2(0)=f(L).
Следует отметить, что путем замены переменных
z ў=![]() z
z
уравнение (1) можно преобразовать к виду
. (4)
(4)
Это означает, что решение задачи (1)-(3) путем замены переменных сводится к решению задачи (4),(2),(3).
Построим на плоскости (z,x) сетку с шагом h по переменной z и с шагом m по переменной x (xj = (j-1)m). Обозначим Tij = T(zi,tj).
Производные в уравнении (1) аппроксимируем следующим образом:
![]() ,(5)
,(5)
![]() .(6)
.(6)
Подставляя (5) и (6) в (1) при a=1, получим разностное уравнение:
 (7)
(7)
В соответствии с (2) и (3) значения
Ti0 = f(zi), T0j = j1(zj), Tnj = j2(zj)(8)
являются известными. Тогда, подставляя в (7) j=0, получим систему n-1 линейных уравнений, решив которую можно определить ui1, i=1,..,n-1.
При этом, поскольку u01=j1(t1), un1=j2(t1), известными оказываются все значения временного слоя j=1, (t=t1). Затем, подставляя в (7) j=2, решаем систему уравнений относительно ui2 и т.д. для всех j=2,..,m.
Из (7) следует, что в каждое i-тое уравнение (i=1,..,n-1) с ненулевыми коэффициентами входят только три неизвестных Ti-1,j; Tij; Ti+1,j. Величина Ti,j-1 к этому моменту является известной и потому отнесена в правую часть уравнения.
Пусть на j-том шаге заданными являются параметры Ti,j-1 (i=1,..,n-1), T0j, Tnj, l. Все неизвестные значения Tij можно разместить в массиве xi (xi=Tij, i=0,..,n). Ищем связь xi-1 с xi в виде рекуррентного соотношения
xi-1=ci-1xi+ni-1, i=1,..,n.(10)
Подставляя (10) в (7), получаем
lci-1xi-(1+2l)xi+lxi+1 = -Тi,j-1-lni-1.
Отсюда
![]() (11)
(11)
Сравнивая (11) с (10), находим рекуррентные соотношения
 ,
,
![]() , (12)
, (12)
c0= 0, n0 = T0j .
Таким образом, алгоритм определения значений Tij по известным Ti,j-1 состоит из двух этапов: прямого хода прогонки по формулам (12) при i=1,..,n-1 и обратного хода прогонки.
10. Инструкция по пользованию программой
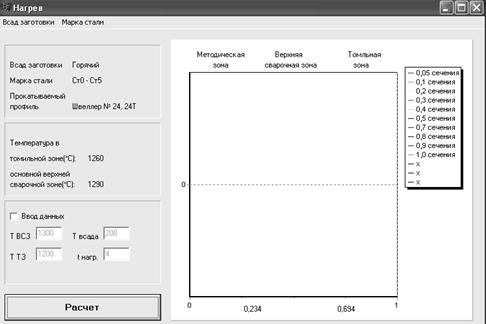
Рисунок 10.1 – Рабочее окно программы.
На рисунке 10.1 показано рабочее окно программы. Программа выполнена на языке программирования Borland C++ Builder, содержит информацию о различных прокатываемых профилях и марках стали. Для изменения Всада заготовки необходимо выбрать требуемый из выпадающего списка меню "Всад заготовки". Аналогично выбирается и марка стали и требуемая заготовка (рисунок 10.2)
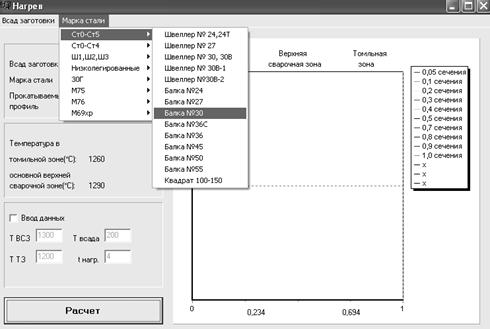
Рисунок 10.2 – Выбор требуемых параметров.
Информация о выбранных параметрах отображается на панелях слева, причем в нижней панели возможно изменять параметры, выбрав для этого "Ввод данных". По умолчанию на этой панели отображаются параметры текущей заготовки. По нажатии кнопки "Расчет" в окне появятся графики изменения температур по сечению заготовки (рисунок 10.3).
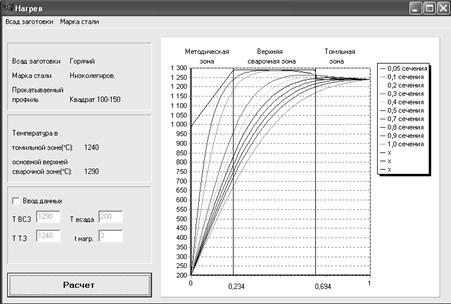
Рисунок 10-3 – Работа программы.
ВЫВОДЫ
На данный момент отделение методических печей занимает важное место в цикле производства проката различных сортов, видов и т. д. Для эффективной работы методической печи необходим серьезный контроль и автоматизация всех ее узлов.
Рост производства проката, повышение требований к его качеству, а также поточность технологических процессов создали условия для широкого внедрения эффективных средств автоматического контроля и управления и поставили задачу дальнейшего повышения уровня автоматизации. Автоматическое управление внедряют практически на всех участках отделения методических печей. Автоматизируются процессы нагрева, расходов топлива и воздуха, получают развитие новые, более совершенные способы контроля и управления процессами нагрева металла.
В рамках данного курсового проекта мною были рассмотрены контуры контроля и регулирования. Так же мною была разработана математическая модель процесса нагрева металла. Эта модель разработана на основании метода конечных разностей.
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
1. В.А.Шамис "Borland C++ Builder 6. для профессионалов" СПб.:Питер,2003
2. А.Я.Архангельский. "C++ Builder 6. Справочное пособие." М.:Бином – Пресс, 2004г.
3. Нагрев металла и эксплуатация методических печей рельсобалочного цеха. Технологическая инструкция ТИ 232-7-89.
4. Матвеев А.Г. "Теплотехника". М. "Высшая школа" 1981.
5. А.С.Телегин "Теплотехнические расчеты металлургических печей"
6. И.Н.Сушкин "Теплотехника" М. "Металлургия" 1973
7. С.А.Малый "Автоматизация методических печей" Москва 1962.
8. Хоу Чэн Лян. Современное состояние и перспективы развития высокопроизводительных регенеративных печей в КНР // "Металлургическая теплотехника". Сборник научных трудов Государственной металлургической академии Украины. В 2-х томах. Т. 1 – Днепропетровск: ГМетАУ, 1999. – 214 с.
9. Патент 61495А Украина, С21D 9/70. Нагревательный колодец с шариковыми регенераторами / Сокуренко А.В., Шеремет В.А., Кекух А.В. и другие. Опубл. 17.11.2003. Бюллетень No 11.
10. Губинский В.И., Лу Чжун-У. Теория пламенных печей. – М.: Машиностроение, 1995. – 256 с.
Приложение А
Листинг программы
void __fastcall TForm1::Button1Click(TObject *Sender)
{float h,t,l;
float u[1000][100];
float ug[1000][100];
float k[1000];
float v[1000];
float x[1000], w[1000];
int n,m;
double as=0;
if ( CheckBox1->Checked==true)
{
T1=StrToFloat(Edit1->Text);
T2=StrToFloat(Edit2->Text);
Tv=StrToFloat(Edit4->Text);
tau=StrToFloat(Edit5->Text);
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption=" ";
StaticText3->Caption=" ";
}
Edit1->Text=T1;
Edit2->Text=T2;
Edit4->Text=Tv;
Edit5->Text=tau;
Series13->Clear();
h=0.01;
n=1/h;
m=n;
Series9->Clear();
Series10->Clear();
for (int i=0; i<n; i++)
{ k[i]=0;
v[i]=0;
x[i]=0;
w[i]=0;
}
for (int i=0; i<n; i++)
{
for (int j=0; j<m; j++)
{
u[i][j]=0;
}
}
for (int j=0; j<m; j++)
{
u[0][j]=Tv;
}
for (int i=0; i<=n+1; i++)
{
if (as<=0.234)
{
u[i][0]=300/0.234*as+T2-300;
Series13->AddXY(as,u[i][0]);
}
else
if (as>0.234 && as<0.694)
{
u[i][0]=T2;
Series13->AddXY(as,T2);
}
else
if(as>=0.694)
{
u[i][0]=T1;
Series13->AddXY(as,u[i][0]);
}
as+=h;
}
l=(500*(1-0.1*tau))/(h*h*7200*0.6*n);
for (int j=1; j<=m; j+=1)
{
k[0]=0;
v[0]=u[0][j-1];
for (int i=1; i<=n-1; i+=1)
{
v[i]=(u[i][j-1]+l*v[i-1])/(1+2*l-l*k[i-1]);
k[i]=l/(1+2*l-l*k[i-1]);
}
for (int i=n; i>=1; i--)
{
x[n]=u[n][j-1];
x[i-1]=x[i]*k[i-1]+v[i-1];
}
for (int i=1; i<=n; i++)
{
u[i][j]=x[i];
}
for (int i=0; i<=n; i++)
{
w[0]=0;
for (int j=1; j<=n+1; j++)
{
float dw=h;
w[j]=w[j-1]+dw;
}
}
}
Series1->Clear();
Series2->Clear();
Series3->Clear();
Series4->Clear();
Series5->Clear();
Series6->Clear();
Series7->Clear();
Series8->Clear();
Series11->Clear();
Series12->Clear();
float asd;
if(T2<T1)
asd=T1;
else
asd=T2;
for(int f=Tv;f<=asd+10;f+=10)
{
Series11->AddXY(0.234,f);
Series12->AddXY(0.694,f);
}
for (int i=0; i<n; i++)
{
Series1->AddXY(w[i],u[i][5]);
Series2->AddXY(w[i],u[i][10]);
Series3->AddXY(w[i],u[i][20]);
Series4->AddXY(w[i],u[i][30]);
Series5->AddXY(w[i],u[i][40]);
Series6->AddXY(w[i],u[i][50]);
Series7->AddXY(w[i],u[i][60]);
Series8->AddXY(w[i],u[i][70]);
Series9->AddXY(w[i],u[i][80]);
Series10->AddXY(w[i],u[i][99]);
}
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N24241Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1350;
tau=4;
}
else
if(vsad==2)
{
T2=1320;
tau=3.3;
}
else
if(vsad==3)
{
T2=1290;
tau=3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Øâåëëåð ¹ 24, 24Ò";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N271Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1350;
tau=4;
}
else
if(vsad==2)
{
T2=1320;
tau=3.3;
}
else
if(vsad==3)
{
T2=1290;
tau=3;
}
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Øâåëëåð ¹ 27";
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N302Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1350;
tau=4;
}
else
if(vsad==2)
{
T2=1320;
tau=3.3;
}
else
if(vsad==3)
{
T2=1290;
tau=3;
}
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Øâåëëåð ¹ 30,30Â";
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N3011Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1360;
tau=4;
}
else
if(vsad==2)
{
T2=1330;
tau=3.3;
}
else
if(vsad==3)
{
T2=1300;
tau=3;
}
T3=T2-50;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Øâåëëåð ¹ 30Â-1";
StaticText4->Caption=T1;
StaticText5->Caption=T2;
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N3021Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1370;
tau=4;
}
else
if(vsad==2)
{
T2=1340;
tau=3.3;
}
else
if(vsad==3)
{
T2=1310;
tau=3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Øâåëëåð ¹ 30Â-2";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N241Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1350;
tau=4;
}
else
if(vsad==2)
{
T2=1320;
tau=3.3;
}
else
if(vsad==3)
{
T2=1290;
tau=3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Áàëêà ¹24";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N272Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1350;
tau=4;
}
else
if(vsad==2)
{
T2=1320;
tau=3.3;
}
else
if(vsad==3)
{
T2=1290;
tau=3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Áàëêà ¹27";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N303Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1360;
tau=4;
}
else
if(vsad==2)
{
T2=1330;
tau=3.3;
}
else
if(vsad==3)
{
T2=1300;
tau=3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Áàëêà ¹30";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N361Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1370;
tau=4;
}
else
if(vsad==2)
{
T2=1340;
tau=3.3;
}
else
if(vsad==3)
{
T2=1310;
tau=3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Áàëêà ¹36Ñ";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N362Click(TObject *Sender)
{
T1=1260;
if (vsad==1)
{
T2=1370;
tau=4.3;
}
else
if(vsad==2)
{
T2=1340;
tau=4;
}
else
if(vsad==3)
{
T2=1310;
tau=3.3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Áàëêà ¹36";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N451Click(TObject *Sender)
{
T1=1300;
if (vsad==1)
{
T2=1380;
tau=4.3;
}
else
if(vsad==2)
{
T2=1350;
tau=4;
}
else
if(vsad==3)
{
T2=1320;
tau=3.3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Áàëêà ¹45";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N501Click(TObject *Sender)
{
T1=1300;
if (vsad==1)
{
T2=1380;
tau=4.3;
}
else
if(vsad==2)
{
T2=1350;
tau=4;
}
else
if(vsad==3)
{
T2=1320;
tau=3.3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Áàëêà ¹50";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N551Click(TObject *Sender)
{
T1=1300;
if (vsad==1)
{
T2=1380;
tau=4.3;
}
else
if(vsad==2)
{
T2=1350;
tau=4;
}
else
if(vsad==3)
{
T2=1320;
tau=3.3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Áàëêà ¹55";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N1001501Click(TObject *Sender)
{
T1=1240;
if (vsad==1)
{
T2=1370;
tau=3.3;
}
else
if(vsad==2)
{
T2=1340;
tau=2;
}
else
if(vsad==3)
{
T2=1310;
tau=2.3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò5";
StaticText3->Caption="Êâàäðàò 100-150";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N11Click(TObject *Sender)
{
T1=1270;
if (vsad==1)
{
T2=1370;
tau=5;
}
else
if(vsad==2)
{
T2=1340;
tau=4.3;
}
else
if(vsad==3)
{
T2=1310;
tau=3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò4";
StaticText3->Caption="Øïóíò ØÏ-1";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N12Click(TObject *Sender)
{
T1=1270;
if (vsad==1)
{
T2=1370;
tau=5;
}
else
if(vsad==2)
{
T2=1340;
tau=4.3;
}
else
if(vsad==3)
{
T2=1310;
tau=3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò4";
StaticText3->Caption="Øïóíò ØÊ-1";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N50655065651Click(TObject *Sender)
{
T1=1250;
if (vsad==1)
{
T2=1370;
tau=3.3;
}
else
if(vsad==2)
{
T2=1340;
tau=3;
}
else
if(vsad==3)
{
T2=1310;
tau=2.3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ñò0 - Ñò4";
StaticText3->Caption="Ä50,ÊÁ50,ÁÏ65";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N1001201Click(TObject *Sender)
{
T1=1240;
if (vsad==1)
{
T2=1370;
tau=3.3;
}
else
if(vsad==2)
{
T2=1340;
tau=3;
}
else
if(vsad==3)
{
T2=1310;
tau=2.3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ø1,Ø2,Ø3";
StaticText3->Caption="Êðóã 100 è 120";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N1001502Click(TObject *Sender)
{
T1=1240;
if (vsad==1)
{
T2=1340;
tau=3.4;
}
else
if(vsad==2)
{
T2=1310;
tau=3.1;
}
else
if(vsad==3)
{
T2=1280;
tau=2.4;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Íèçêîëåãèðîâ.";
StaticText3->Caption="Êâàäðàò 100-150";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N731Click(TObject *Sender)
{
T1=1250;
if (vsad==1)
{
T2=1370;
tau=5;
}
else
if(vsad==2)
{
T2=1340;
tau=4.3;
}
else
if(vsad==3)
{
T2=1310;
tau=4;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="30Ã";
StaticText3->Caption="ÑÏ-73";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N811Click(TObject *Sender)
{
T1=1250;
if (vsad==1)
{
T2=1370;
tau=5;
}
else
if(vsad==2)
{
T2=1340;
tau=4.3;
}
else
if(vsad==3)
{
T2=1310;
tau=4;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="30Ã";
StaticText3->Caption="ÑÏ-81";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N49501Click(TObject *Sender)
{
T1=1250;
if (vsad==1)
{
T2=1360;
tau=3.3;
}
else
if(vsad==2)
{
T2=1330;
tau=3;
}
else
if(vsad==3)
{
T2=1300;
tau=2.3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ì75";
StaticText3->Caption="Ðåëüñû Ñ49,Ð50";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N651Click(TObject *Sender)
{
T1=1250;
if (vsad==1)
{
T2=1370;
tau=3.4;
}
else
if(vsad==2)
{
T2=1340;
tau=3.1;
}
else
if(vsad==3)
{
T2=1310;
tau=2.4;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ì76";
StaticText3->Caption="Ðåëüñû Ð65";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N752Click(TObject *Sender)
{
T1=1250;
if (vsad==1)
{
T2=1370;
tau=4.2;
}
else
if(vsad==2)
{
T2=1340;
tau=3.5;
}
else
if(vsad==3)
{
T2=1310;
tau=3.3;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ì76";
StaticText3->Caption="Ðåëüñû Ð75";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::N652Click(TObject *Sender)
{
T1=1250;
if (vsad==1)
{
T2=1370;
tau=4.1;
}
else
if(vsad==2)
{
T2=1340;
tau=3.4;
}
else
if(vsad==3)
{
T2=1310;
tau=3.1;
}
T3=T2-50;
StaticText4->Caption=T1;
StaticText5->Caption=T2;
StaticText2->Caption="Ì69õð.";
StaticText3->Caption="Ðåëüñû Ð65";
}
//---------------------------------------------------------------------------
void __fastcall TForm1::CheckBox1Click(TObject *Sender)
{
Edit1->Enabled=true;
Edit2->Enabled=true;
Edit4->Enabled=true;
Edit5->Enabled=true;
N1->Enabled=false;
N2->Enabled=false;
if(CheckBox1->Checked==false)
{
Edit1->Enabled=false;
Edit2->Enabled=false;
Edit4->Enabled=false;
Edit5->Enabled=false;
N1->Enabled=true;
N2->Enabled=true;
}
}
//---------------------------------------------------------------------------