 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Одноступенчатый горизонтальный цилиндрический косозубый редуктор
δ1 = 0,02 · aw + 1
Толщина фланцев поясов корпуса и крышки
Верхнего пояса корпуса
b = 1,5 · δ
Пояса крышки
b1 = 1,5 · δ1
Нижнего пояса корпуса (без бобышек)
p = 2,35 · δ
Толщина рёбер основания корпуса
m = (0,85…1) · δ
Толщина рёбер крышки
m1= (0,85¸1) · δ1
Диаметр фундаментных болтов
d1=(0,03¸0,036) · aw + 12
Диаметр болтов у подшипников
d2= (0,7¸0,75) · d1
Диаметр болтов, соединяющих крышку с основанием корпуса
d3= (0,5¸0,6) · d1
6. Подбор подшипников
Ведущий вал
Составляем расчётную схему вала:
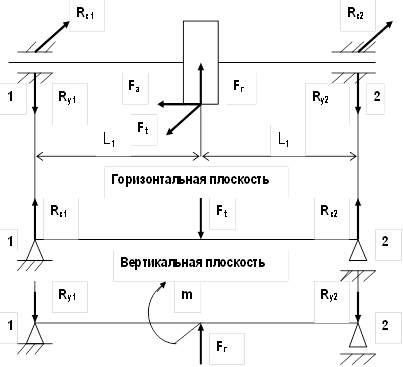
Реакции опор:
Горизонтальная плоскость:
Rx1=Rx2=Ft/2=…=…Н
Вертикальная плоскость:
![]()
![]()
![]()
![]()
![]()
Суммарные реакции:
![]()
Подбираем подшипники по более нагруженной опоре 1.
Намечаем шариковые радиальные однорядные подшипники №… (ГОСТ8338-75), для которых:
Эквивалентная динамическая нагрузка определяется по формуле:
![]()
где R1 –радиальная нагрузка;
R1=…H;
Fa –осевая нагрузка;
Fa=…H;
V –коэффициент вращения кольца;
V=... при вращении внутреннего кольца подшипника относительно направления радиальной нагрузки;
Kб –коэффициент безопасности;
Kб=…;
Кт –температурный коэффициент;
Kт=... при рабочей температуре подшипника менее 100ºС.
Значения коэффициентов Х, У определяются в зависимости от отношения Fa/Cо.
Сравниваем отношения Fa/R1 с коэффициентом е:
Fa/R1 =…=… > е
Расчётная долговечность в миллионах оборотов определяется по формуле:
Расчётная долговечность в часах:
![]()
где n1 –частота вращения ведущего вала редуктора.
Ведомый вал несёт такие же нагрузки, как и ведущий:
Fa=...H;
Fr=...H;
Ft=...H.
Нагрузка на вал от муфты Fм=...Н.
Из первого этапа компоновки:
L2=...м.
L3=...м.
Составляем расчётную схему вала:
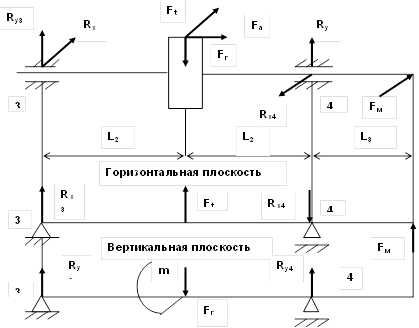
Реакции опор:
Горизонтальная плоскость
![]()
![]()

![]()
![]()
Проверка: ![]()
![]()
Вертикальная плоскость:
![]()
![]()
![]()
![]()
Проверка: ![]()
![]()
Суммарные реакции:
![]()
![]()
Подбираем подшипники по более нагруженной опоре 4.
Намечаем шариковые радиальные однорядные подшипники №… (ГОСТ8338-75), для которых:
Сравниваем отношения Fa/R4 с коэффициентом е:
Fa/R4 =…=… < е
Эквивалентная динамическая нагрузка:
![]()
Расчётная долговечность в миллионах оборотов:

Расчётная долговечность в часах:
где n2 –частота вращения ведомого вала редуктора.
7. Проверка прочности шпоночных соединений
Шпонки призматические со скруглёнными торцами. Размеры сечений шпонок и пазов и длины шпонок – по ГОСТ 23360–78.
Материал шпонок – сталь 45 нормализованная.
Напряжения смятия и условие прочности по формуле:

Допускаемые напряжения смятия при стальной ступице.
σcм.adm = ... МПа
Ведущий вал: d=…мм; b×h=…×…мм; t1=…мм; длина шпонки L=…мм; момент на ведущем валу Те1=…Н·мм.
σcм max=…=…МПа
σcм ‹ σcм.adm
Ведомый вал:
Из двух шпонок – под зубчатым колесом и на выходном конце вала – более нагружена вторая (меньше диаметр вала и поэтому меньше размеры поперечного сечения шпонки).
Проверяем шпонку на выходном конце вала:
d=…мм; b×h=…×…мм; t1=…мм; длина шпонки L=…мм; момент Те2=…Н·мм.
σcм ‹ σcм.adm
8. Уточнённый расчёт валов
8.1 Ведущий вал
Выполнение уточнённого расчёта ведущего вала не имеет смысла, так как его диаметр был преднамеренно увеличен для того, чтобы соединить вал двигателя и выходной конец ведущего вала стандартной муфтой, чем был обеспечен запас прочности.
8.2 Ведомый вал
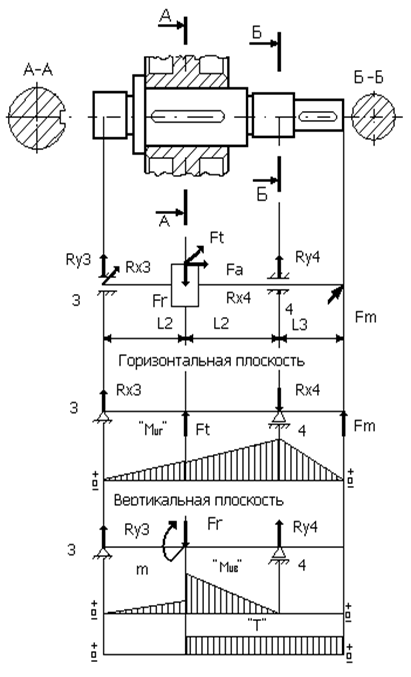
Составляем расчётную схему нагружения вала, используя значения реакций опор в двух плоскостях, полученные при подборе подшипников.
Устанавливаем два предполагаемых опасных сечения, подлежащих проверке на усталостную прочность: сечение А-А, проходящее через середину венца зубчатого колеса (dk2=…мм), и сечение Б-Б, проходящее через опору у выходного конца вала (dп2=…мм).
Для этих сечений соблюдается условие:
S ≥ Sadm
где Sadm -заданный или требуемый коэффициент запаса прочности.
S -расчётный коэффициент запаса прочности
где Sσ, Sτ –коэффициенты запаса прочности по нормальным и касательным напряжениям, определяемые по зависимостям:
где σ-1 и τ–1 –пределы выносливости гладких стандартных цилиндрических образцов при симметричном цикле изгиба и кручения
Для углеродистых конструкционных сталей
σ-1= 0,43 · σu
τ–1= 0,58 · σ-1
Для стали 45 σu=...МПа.
σ-1 = 0,43 · ...= ...МПа
τ–1 = 0,58 · ... = ...МПа
σа и τа –амплитуды напряжений цикла;
σm и τm –средние напряжения цикла;
Ψσ и Ψτ –коэффициенты чувствительности материала к асимметрии цикла напряжений;
где Кσ и Кτ -эффективные коэффициенты концентраций напряжений;
Кd –коэффициент влияния абсолютных размеров поперечного сечения;
КF –коэффициент влияния параметров шероховатости поверхности.
В расчётах валов принимают, что нормальные напряжения изменяются по симметричному, а касательные по отнулевому циклу.
Для симметричного цикла:
σm = 0
σa =σu= Mu/Wxнетто
где Ми – результирующий изгибающий момент,
![]()
где Мх, Му - изгибающие моменты в горизонтальной и вертикальной плоскостях;
Wхнетто –осевой момент сопротивления сечения при изгибе.
Для отнулевого цикла:
τа = τm = τ/2 = T/2Wpнетто
где Т –крутящий момент;
Wрнетто –полярный момент сопротивления сечения при кручении.
Сечение А-А:
Концентратор напряжений – шпоночный паз.
Кσ =…; Кτ =…; Кd=…; КF=…; ψσ =…; ψτ=...

Сечение Б-Б:
Концентратор напряжений – прессовая посадка.
Кσ/Кd =…; Кτ/Кd=…; КF =…; ψσ =…; ψτ=....
Для определения изгибающих моментов строим эпюры моментов в горизонтальной и вертикальной плоскостях.
Горизонтальная плоскость:
МxI = 0;
МxII = Rx3· L2 = …= …Н·м;
МxIII = Rx3 · 2L2 + Ft · L2 = … =…Н·м;
МxIII (спр) = Fm· L3 = …= …Н·м;
МxIV =0.
Вертикальная плоскость:
МyI =0;
МyII =Ry3·L2 = … = …Н·м;
МyII(c)=Ry3·L2 + m = … = …Н·м;
МyII (спр) =Ry4·L2 = … = …Н·м;
МyIII=0.
Из эпюр:
Сечение А-А:
![]()
9. Выбор посадок
Смазывание зубчатого зацепления производится окунанием зубчатого колеса в масло, заливаемое внутрь корпуса до уровня, обеспечивающего погружение колеса примерно на 10мм. Объем масляной ванны V определяем из расчета 0,25дм3 масла на 1 кВт передаваемой мощности:
Устанавливаем вязкость масла. При контактных напряжениях σH=…МПа и скорости v=…м/с, рекомендуемая вязкость масла должна быть примерно равна …м²/с.
Камеры подшипников заполняем пластичным смазочным материалом УТ-1, периодически пополняем его шприцем через пресс-маслёнки.
10. Смазка редуктора
Смазывание зубчатого зацепления производится окунанием зубчатого колеса в масло, заливаемое внутрь корпуса до уровня, обеспечивающего погружение колеса примерно на 10мм. Объем масляной ванны V определяем из расчета 0,25дм3 масла на 1 кВт передаваемой мощности:
Устанавливаем вязкость масла. При контактных напряжениях σH=…МПа и скорости v=…м/с, рекомендуемая вязкость масла должна быть примерно равна …м²/с.
Камеры подшипников заполняем пластичным смазочным материалом УТ-1, периодически пополняем его шприцем через пресс-маслёнки.
11. Описание конструкции и сборки редуктора
Перед сборкой внутреннюю полость корпуса редуктора тщательно очищают и покрывают маслостойкой краской.
Сборка производится в следующей последовательности:
На ведущий вал насаживают мазеудерживающие кольца и шариковые радиальные однорядные подшипники, предварительно нагретые в масле до 80 - 100°С.
В ведомый вал закладывают шпонку b×h×l=…×…×… и напрессовывают зубчатое колесо до упора в бурт вала; затем надевают распорную втулку, мазеудерживающие кольца и устанавливают шариковые радиальные однорядные подшипники, предварительно нагретые в масле.
Собранные валы укладывают в основание корпуса редуктора и надевают крышку корпуса, покрывая предварительно поверхности стыка крышки и корпуса спиртовым лаком.
После этого на ведомый вал надевают распорные кольца, в подшипниковые камеры закладывают пластичную смазку, ставят крышки подшипников с комплектом металлических прокладок для регулировки.
Перед постановкой сквозных крышек в проточки закладывают манжеточные уплотнители, пропитанные горячим маслом.
Проверяют заклинивание подшипников.
Ввёртывают пробку маслоспускного отверстия с прокладкой и закрепляют фонарный маслоуказатель.
Заливают в корпус масло и закрывают смотровое отверстие крышкой с прокладкой.
Собранный редуктор обкатывают и подвергают испытанию на стенде по программе, устанавливаемой техническими условиями.
12. Технико-экономические показатели
12.1 Важным показателем совершенства конструкции является условие равной прочности и долговечности всех элементов, поскольку наличие в конструкции хотя бы одного недостаточно прочного или недостаточно долговечного элемента снижает надёжность конструкции в целом. Но при проектировании редукторов оказалась оправданной система, при которой различные элементы конструкции рассчитывают на различную долговечность или на различный ресурс наработки до предельного состояния, поэтому в данной конструкции редуктора валы рассчитаны на неограниченный, а подшипники на ограниченный ресурс. При этом предусмотрена замена подшипников при очередных плановых ремонтах. В противном случае расчёт подшипников на большой ресурс мог бы привести к неоправданному завышению веса и габаритов конструкции. Главное, на что было обращено внимание при проектировании – чтобы ни один из этих элементов не выходил из строя раньше намеченного срока главного ремонта.
12.2 В проекте нами широко использованы стандартные изделия (подшипники, муфты, крепёжные детали, уплотнения, сливные пробки, пробки отдушин и т.д.), а также стандарты на различные элементы деталей (выточки, галтели, литейные уклоны, заплечики и т.д.).
Этот важный технико-экономический фактор обеспечил:
12.2.1 Уменьшение объёма конструкторских работ, благодаря сокращению вновь проектируемых узлов и деталей, и выполненных чертежей.
12.2.2 Снижение сроков изготовления и общей стоимости изделия за счёт применения стандартной технологии, готовых (покупных) относительно дешёвых стандартных изделий и инструментов.
12.2.3 Регламентацию всех характеристик стандартизованных объектов, что даёт возможность централизации их производства, международного обмена и лёгкой замены во время эксплуатации и ремонта.
12.3 На всех стадиях проектирования редуктора соблюдался принцип унификации, направленный на повышение технико-экономических показателей конструкции, при этом учитывались типы и размеры подшипников качения, модули зубчатых колес, крепёжные детали, посадочные размеры и материалы. После разработки сборочных чертежей проведён окончательный анализ конструкции с целью унификации и получены следующие выводы:
12.3.1 Унификация модулей зубьев уменьшает номенклатуру зуборезного инструмента.
12.3.2 Унификация посадочных размеров снижает номенклатуру контрольных калибров.
12.3.3 Унификация крепёжных деталей уменьшает комплект гаечных ключей и количество запасных деталей, упрощает ремонтное обслуживание и эксплуатацию.
12.4 Назначение посадок, допусков, степеней точности, шероховатостей поверхностей деталей выполнено с позиции их влияния на эксплуатационные свойства редукторов и согласовано с технологическими возможностями производства редукторов, поскольку необоснованно высокие требования повысили бы себестоимость редукторов, не улучшая их качества. Выбранные степени точности наиболее экономичны для редукторов общего назначения. Использована наиболее распространённая система отверстия, поскольку сокращается номенклатура дорогих инструментов для отверстий.
12.5 Экономические аспекты при проектировании проявляются при выборе материалов, термообработки, упрочняющей технологии, формы и способа изготовления детали. Технологичность деталей и узлов является одним из важнейших условий в создании машин с оптимальными технико-экономическими показателями. При серийном производстве наиболее экономичным является формообразование деталей методом литья или пластическим деформированием (обработка давлением) в отличие от формообразования снятием стружки. При этом ускоряется процесс производства, уменьшается расход материалов и снижаются затраты на электроэнергию и инструмент.
12.6 Поскольку до 50% общей трудоёмкости изготовления редуктора падает на сборочные операции, а от качества сборки в большей степени зависит внимание осуществлению удобной сборки и разборки, были исключены ручные операции, неправильное взаимное положение сопряжённых узлов (например, с помощью штифтов и болтов, устанавливаемых без зазора). Было уменьшено число деталей, сделана удобная компоновка узлов с легко доступными местами крепления.
12.7 Экономичность, надёжность, долговечность, КПД, виброактивность, интенсивность шума и другие показатели редуктора в большой степени зависят от изнашивания рабочих поверхностей деталей.
Трение и изнашивание наносят огромный ущерб народному хозяйству. Установлено, что 85…90% машин выходят из строя в результате изнашивания деталей и только 10…15% -по другим причинам, например, из-за поломок, которые в свою очередь являются следствием изменений условий работы, вызванных износом сопряжённых поверхностей, особенно это касается износа зубьев зубчатых колёс редуктора, который снижает их изгибную прочность и выносливость. Поэтому при расчёте зубчатой передачи были использованы все рекомендации ГОСТ 21354-87, позволяющие максимально уменьшить износ зубчатых колёс и увеличить их надёжность.
Для снижения коррозионно-механического изнашивания использованы рекомендации последних исследований по вопросу смазки и смазочных устройств. Эти исследования убедительно доказывают, что усовершенствованные смазки являются наиболее эффективной мерой, направленной на повышение несущей способности и долговечности редуктора.
12.8 При оценке экономичности редуктора учтены затраты на материалы, изготовление и эксплуатацию, поскольку одним из важнейших показателей при такой оценке является массогабаритный характер.
Заключение
В результате выполнения задания по курсовому проектированию была разработана типовая конструкция одноступенчатого горизонтального цилиндрического косозубого редуктора общего назначения. Данный редуктор предназначен для длительной работы.
Выполнение задания разделено на 2 этапа. Первым этапом задания является пояснительная записка, а вторым – графическая часть.
Пояснительная записка состоит из необходимых расчетов отдельных деталей и узлов редуктора и содержит пояснения этих расчетов.
Графическая часть включает в себя три чертежа: два рабочих и один сборочный. Рабочие чертежи выполнены на тихоходный вал и зубчатое колесо редуктора. Сборочный чертеж выполнен на полнокомплектный редуктор и сопровождается соответствующей спецификацией.
Пояснительная записка и чертежи выполнены в соответствии со всеми требованиями, предъявляемыми к нормативно-технической документации на производстве.
В процессе проектирования редуктора были усвоены и закреплены знания по следующим предметам: теоретическая механика; сопротивление материалов; детали машин; техническая графика; допуски, посадки и технические измерения; стандартизация и качество продукции.
Спроектированный редуктор может применяться для привода различных типов рабочих машин – например ленточных конвейеров – и соответствует всем нормам, предъявляемым к данному типу редукторов
Список литературы
1. ГОСТ 21354 – 87. Передачи зубчатые цилиндрические эвольвентные внешнего зацепления. Расчёт на прочность.
2. Дунаев П.Ф., Леликов О.П. Конструирование узлов и деталей машин, - М.: Высшая школа, 1985. –416с.
3. Кузьмин А.В., Чернин И.М., Козинцов Б.С. Расчёты деталей машин, - Мн.: Вышэйшая школа, 1986. –400с.
4. Скойбеда А.Т. Детали машин и основы конструирования. – Мн.: Вышэйшая школа, 2000. –516с.
5. Чернавский С.А. Курсовое проектирование деталей машин - М.: Машиностроение, 1987. –416с.
6. Шейнблит А.Е. Курсовое проектирование деталей машин. – М.: Высшая школа, 1991. –432с.