 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Производство цемента
Более эффективным и экономичным является применение двухъярусных силосов. Исходные сырьевые смеси различного состава поступают в несколько силосов верхнего яруса, а затем после уточнения состава перемешиваются в заданном соотношении в более крупных силосах нижнего яруса. Двухъярусное расположение силосов позволяет не только сократить производственные площади и расходы на строительство, но и использовать эффект гравитационного перемешивания. Когда материал выгружают из силоса верхнего яруса в силос нижнего яруса, скорость его перемещения выше в центре силоса и постепенно уменьшается в направлении к периферии, что заставляет горизонтальные слои материала разного уровня перемещаться к центру, где они одновременно извлекаются.
Аутогезионные свойства порошков особенно наглядно проявляются при хранении в силосах. Этому способствует давление вышележащих слоев материала на нижележащие и наличие в воздухе паров воды. Для ослабления аутогезионного взаимодействия порошков рекомендуется воздух, подаваемый для их перемешивания, предварительно подогревать до температуры, превышающей температуру порошка на 15 – 20 0С. Это позволяет предотвратить адсорбцию влаги материалом.
Разгружают силосы пневматическим способом при помощи разгрузочных устройств, расположенных сбоку или под днищем силоса, 15-20 %которого выкладывают аэроплитками. Под них подают обезвоженный воздух под давлением. Проходя через поры в аэроплитках, воздух разрыхляет порошок и дает ему возможность стекать под уклон к разгрузочным механизмам.
1.2.6 Тепловая обработка сырья в производстве портландцемента
Физико-химические основы обжига портландцементного клинкера. Образованию портландцементного клинкера предшествует ряд физико-химических процессов, в результате которых клинкер приобретает сложные минералогический состав и микрокристаллическую структуру. Эти процессы протекают в определенных температурных границах — технологических зонах печи. В основном обжиговом агрегате — вращающейся печи — при мокром способе производства цемента по ходу движения материала выделяют зоны: I - испарения,II—подогрева и дегидратации, III— декарбонизации, IV— экзотермических реакций, V— спекания, VI— охлаждения. При сухом способе производства – эта зона отсутствует. Подготовительные зоны I – II занимают 50...60 % длины печи, зона декарбонизации — 20...25, зона экзотермических реакций — 7...10, зона спекания — 10...15 и зона охлаждения — 2...4 % длины печи. На рис. 5 показано распределение температур материла и газового потока по зонам вращающейся печи.
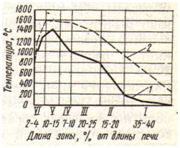
Рис. 5. Распределение температуры материала и газового потока по зонам вращающейся печи: 1 – материал; 2 – газовый поток; I…VI – зоны печи
В зоне подогрева при температуре 200...650 °С выгорают органические примеси и начинаются процессы дегидратации и разложения глинистого компонента. Обезвоживание и распад на оксиды водных алюмосиликатов кальция приводит к образованию ряда промежуточных соединений, заметно влияющих в дальнейшем на скорость связывания СаО.
В зоне декарбонизации при температуре 900... 1200 0 С происходит диссоциация карбонатов кальция и магния с образованием свободных СаО и МgО. Одновременно продолжается распад глинистых минералов.В зоне экзотермических реакций при температуре 1200 – 1300 0 С завершается процесс твердофазового спекания материала. В результате образуются минералы 3CaO*Al2O3 ; 4CaO*Al2O3*Fe2O3 и 2CaO*SiO2. Однако в смеси остается некоторое количество свободной извести, необходимое для насыщения двухкальциевого силиката до трехкальциевого (алита).
В зоне спекания при температуре 1300 – 14500 С происходит частичное плавление материала, начинающееся в поверхностных слоях зерен, а затем постепенно распространяющееся к их центру. Время полного усвоения оксида кальция и образования алита в зоне спекания составляет 20 – 30 минут.
В зоне охлаждения температура клинкера понижается с 1300 до 1100 – 1000 0 С. Часть жидкой фазы при этом кристаллизуется с выделением кристаллов клинкерных минералов, а часть затвердевает в виде стекла. Границы зон во вращающейся печи достаточны условны и нестабильны. Меняя режим работы печи, можно смещать границы и протяженность зон и тем самым регулировать процесс обжига.
Аппараты для тепловой обработки. Они работают по принципу как противотока, так и прямотока. С точки зрения расходы теплоты прямоток выгоднее, чем противоток, так как в последнем случае выше температура отходящего материала и больше потери теплоты. Тем не менее, чаще применяют противоток, что связано с большей разностью температуры теплоносителя и материала в таких аппаратах и соответственно большей скоростью теплообмена, что позволяет сократить длительность обжига. Тепловыми агрегатами в производстве клинкера являются вращающиеся печи. Они представляют собой стальной барабан, который состоит из обечаек (открытый цилиндрический или конический элемент конструкции), соединенных сваркой или клепками, и имеет внутреннюю футеровку из огнеупорного материала (рис. 6). Профиль печей может быть как строго цилиндрическим, так и сложным с расширенными зонами. Расширение определенной зоны производят для увеличения продолжительности пребывания в ней обжигаемого материала. Печь, установленная под углом 3 - 40 к горизонту, вращается с частотой 0,5 – 1,5 мин-1. Вращающиеся печи в основном работают по принципу противотока. Сырье поступает в печь с верхнего (холодного) конца, а со стороны нижнего (горячего) конца вдувается топливно-воздушная смесь, сгорающая на протяжении 20 - 30 м длины печи. Горячие газы, перемещаясь со скоростью 2 - 13 м/с навстречу материалу, нагревают последний до требуемой температуры. Длительность пребывания материала в печи зависит от ее частоты вращения и угла наклона, составляя, например, в печи размером 5× 185 м, 2 - 4 часа. Занятое материалом сечение во вращающихся печах составляет лишь 7 - 15 % объема, что является следствием высокого термического сопротивления движущегося слоя и объясняется как малой теплопроводностью частиц обжигаемого материала, так и слабым перемешиванием их в слое.
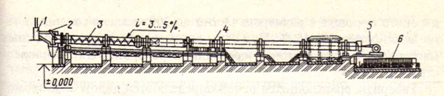
Рис. 6. Вращающаяся печь размером 5×185 м:
1 – дымосос; 2 – питатель для подачи шлама; 3 – барабан; 4 – привод; 5 – вентилятор с форсункой для вдувания топлива; 6 – колосниковый охладитель.
Факел пламени и горячие газы нагревают как поверхностный слой материала, так и футеровку печи. Футеровка, в свою очередь, отдает получаемую теплоту материалу лучеиспусканием, а также путем непосредственного контакта. При каждом обороте печи в процессе соприкосновения с газовым потоком температура поверхности футеровки повышается, а при контакте с материалом понижается. Таким образом, материал воспринимает теплоту лишь в двух случаях: либо когда соприкасается с нагретой поверхностью футеровки, либо когда находится на поверхности слоя. Производительность вращающейся печи зависит от объема внутренней части, утла наклона печи к горизонту и частоты вращения, температуры и скорости движения газов, качества сырья и ряда других факторов.
Важное преимущество вращающихся печей — их технологическая универсальность, обусловленная возможностью использовать сырьевые материалы различных видов.
Теплообменные устройства.Эффективное использование теплоты во вращающихся печах возможно только при установке системы внутрипечных и запечных теплообменных устройств. Внутрипечные теплообменные устройства имеют развитую поверхность, которая либо всё время покрыта материалом, непосредственно соприкасающимся с газами, либо работает как регенератор, воспринимаю теплоту от газов и передавая ее материалу. Эти устройства увеличивают поверхность теплообмена между газами и материалами также потому, что, уменьшая скорость движения материала, повышают коэффициент заполнения печи. В результате установки внутрипечных теплообменных устройств кроме основной задачи – снижения расходов теплоты – можно решить и ряд других задач: интенсифицировать процесс перемешивания, снизить пылевынос. Это позволяет улучшить работу печи и повысить её производительность.
В России для обжига сухих сырьевых смесей в основном используют печи с циклонными теплообменниками. В основу их конструкции положен принцип теплообмена между отходящими газами и сырьевой мукой во взвешенном состоянии (рис. 7).
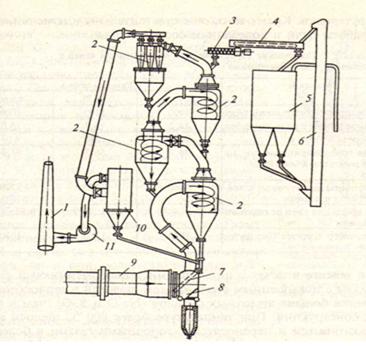
Рис. 7. Схема циклонных теплообменников к вращающейся печи:
1 – дымовая труба; 2 – циклонные теплообменники; 3 – винтовой питатель; 4 – скребковый конвейер; 5 – расходный бункер сырьевой муки; 6 – ковшовый элеватор; 7 – течка; 8 – переходная головка; 9 – вращающаяся печь; 10 – пылеуловители; 11 – дымосос.
Уменьшение размера частиц обжигаемого материала, значительное увеличение его поверхности и максимальное использование этой поверхности для контакта с теплоносителем интенсифицируют теплообмен. Сырьевая мука в системе циклонных теплообменников движется навстречу отходящих из вращающейся печи газов температурой 900 – 11000С. Средняя скорость движения газов в газоходах составляет 15 – 20 м/с, что значительно выше скорости движения частиц сырьевой муки. Поэтому поступающая в газоход между верхними I и II ступенями циклонов сырьевая мука увлекается потоком газов в циклонный теплообменник I ступени. Поскольку диаметр циклона намного больше диаметра газохода, скорость газового потока резко снижается, и частицы выпадают из него. Осевший в циклоне материал через затвор – мигалку поступает в газоход, соединяющий II и III ступени, а из него выносится газами в циклон II ступени. В дальнейшем материал движется в газоходах и циклонах III и IV ступеней. Таким образом, сырьевая мука опускается вниз, проходя последовательно циклоны и газоходы всех ступеней, начиная относительно холодной (I) и кончая горячей (IV). При этом процесс теплообмена на 80 % осуществляется в газоходах и только 20 % приходится на долю циклонов.
Время пребывания сырьевой муки в циклонных теплообменниках не превышает 25...30 с. Несмотря на это, сырьевая мука не только успевает нагреться до температуры 700...800 °С, но полностью дегидратируется и на 25...35 % декарбонизируется.
Недостатки печей этого типа — высокий расход электроэнергии и относительно низкая стойкость футеровки. Кроме того, они чувствительны к изменению режима работы печи и колебаниям состава сырья. После прохождения циклонных теплообменников сырьевая мука температурой 720 - 750 °С поступает в декарбонизатор - аппарат для удаления из воды свободной угольной кислоты путём продувания этой воды воздухом (рис. 8). Частицы сырьевой муки и растленное топливо диспергируются и перемешиваются. Теплота, выделяющаяся при сгорании топлива, передается частицам сырьевой муки, которые нагреваются до 920 - 970 °С. Материал в системе циклонный теплообменник — декарбонизатор находится лишь 70 - 75 с и за это время декарбонизируется на 85 - 95 %. Установка декарбонизатора позволяет повысить съем клинкера с 1 м3 внутреннего объема печи в 2,5 - 3 раза. Кроме того, в декарбонизаторе можно сжигать низкокачественное топливо и бытовые отходы. Размеры установки невелики, и она может использоваться не только при строительстве новых заводов, но и при модернизации действующих печей. Эксплуатируемые в России печи с циклонными теплообменниками и декарбонизаторами размером 4,5 х 80 м имеют производительность 3000 т/сутки при удельном расходе теплоты 3,46 МДж/кг клинкера.
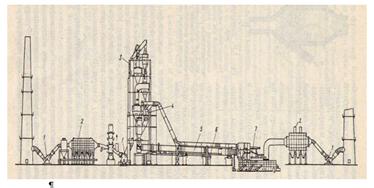
Рис. 8. Вращающаяся печь с циклонным теплообменником и декарбонизатолром:
1 – дымосос; 2 – электрофильтр; 3 – циклонный теплообменник; 4 – декарбонизатор;5 – вращающаяся печь 4,5 × 80 м; 6 – установка контроля температуры корпуса; 7 – колосниковый холодильник; 8 – установка для олаждения и увлажнения отходящих печных газов.
Футеровка печи. Для защиты корпуса от воздействия высокой температуры печи изнутри футеруют огнеупорными материалами, выполняющими одновременно роль изоляции, предотвращающей чрезмерные потери теплоты в окружающую среду. Футеровка должна иметь определенные свойства: химическую устойчивость к обжигаемому материалу, огнеупорность, термостойкость, теплопроводность, механическую прочность, сопротивление истиранию, упругость. Так как футеровки различных зон печи работают а неодинаковых температурных условиях, то их выкладывают из различных огнеупоров. В особо тяжелых условиях находится футеровка зоны спекания – наиболее высокотемпературной зоны вращающейся печи. Наиболее совершенный вид огнеупора для такой зоны является периклазохромитовые кирпичи с пониженным содержанием хромита. Средняя стойкость в цементной промышленности данной футеровки составляет около 230 суток.
Срок службы футеровки увеличивают рядом технологических приемов: строгое соблюдение режима обжига клинкера; равномерное питание сыреем и топливом; постоянство химического состава, тонкости помола и влажности сырья; постоянство состава, влажности и тонкости помола твердого топлива. Эти факторы обеспечивают стабильность режима работы печи, уменьшают колебания температуры в футеровке и деформации корпуса.
Главное условие надежной эксплуатации футеровки – создание и сохранение защитного слоя обмазки на её рабочей поверхности. Клинкерный расплав взаимодействует с материалом футеровки, налипает на неё, образуя слой обмазки толщиной до 200 мм. Процесс образования обмазки и её свойства зависят от температуры плавления, количества и состава жидкой фазы и режима работы печи. Обмазка предохраняет футеровку от разрушения, снижая температуру поверхности кирпича и уменьшая возникающие в нем напряжения, защищает кирпич от колебаний температуры внутри печи, а также от химического и механического воздействия обжигаемого материала.
Интенсификация процессов обжига.
Печные агрегаты – самое энергоемкое оборудование. В производстве цемента на их долю приходится около 80 % затрат тепловой и электрической энергии. Добиваясь снижения этих затрат, конструкции печей непрерывно совершенствуют, изыскиваю пути интенсификации процессов обжига. Проблема интенсификации работы вращающихся печей включает в основном две задачи: изыскание наиболее рациональных приемов снижения удельного расхода теплоты на обжиг клинкера и повышение тепловой мощности печи. На производительность печи влияет целый ряд факторов. Во- первых, факторы, которые приводят к изменению удельного расхода теплоты на обжиг клинкера: состав и структура сырья, его влажность и реакционная способность и др. Во-вторых, производительность печи повышается, если увеличивается поверхность соприкосновения газов с материалом, возрастает скорость движения газового потока, сжигание топлива производится с минимальным избытком воздуха. Все мероприятия, способствующие увеличению полезно используемой теплоты сгорания топлива, ускоряет процесс клинкерообразования. К ним относятся установка внутрипечных и запечных теплообменных устройств, снижение влажности шлама за счет обезвоживания в концентраторах или путем введения разжижителей шлама и др.
Тепловая мощность печи – важнейшая конструктивная характеристика, определяющая её производительность. Увеличение количества сжигаемого топлива в том же объеме топочного пространства – один из путей повышения производительности печи. Эффективным средством интенсификации процесса и производительности печи является повышение температуры нагреваемого материала.
Эффективное средство интенсификации процесса обжига – сжигание части топлива в зоне декарбонизации непосредственно в слое материала. Снизить удельный расход теплоты на обжиг клинкера можно введением в сырьевую смесь минерализаторов. Они позволяют ускорить твердофазовые реакции, снизить температуру появления жидкой фазы и улучшить ее свойства, повысить качество продукции. Важный резерв интенсификации процесса обжига – утилизация пыли, улавлиемой из отходящих газов. Тонкодисперсная, частично прокаленная пыль близка по составу сырьевой смеси. Возврат пыли в печь способствует росту производительности агрегата, сокращению расхода сырья, топлива, электроэнергии. Расход топлива можно снизить путем совершенствования технологической схемы, конструктивных решений декарбонизаторов, холодильников и вспомогательного оборудования.
Охлаждение обожженных материалов.
Выходящий из вращающейся печи материал имеет температуру около 10000С. Возвращение в печь теплоты материала может существенно снизить расход топлива. Это достигается охлаждением материала воздухом, подаваемым затем в печь для горения топлива. Режим охлаждения влияет как на дальнейший технологический процесс, так и на свойства готового продукта. Размол горячих материалов приводит к снижению производительности мельниц и росту удельного расхода энергии. Особенно чувствителен к охлаждению портландцементный клинкер. Быстроохлажденные клинкера легче размалываются и в определенной мере повышают качество цемента. Поэтому необходимо, чтобы процесс охлаждения клинкера был наиболее полным и протекал быстро, особенно в начальной стадии. Чем полнее охлаждение клинкера, тем меньше потери теплоты.
Широко распространены три типа охладителей: барабанные, рекуператорные и колосниковые. При производстве портландцементного клинкера в современных вращающихся печах используют колосниковые переталкивающие охладители (Рис. 9). Горизонтальная решетка с подвижными колосниками приводится в действие от кривошипного механизма. Форма колосников такова, что при движении вперед клинкер ссыпается на следующий ряд колосников; при движении в обратном направлении он скользит по колосникам. Ввиду того что одни колосники движутся, а другие нет, осуществляется постоянное перемешивание клинкера. Камера охладителя разделена на две части. Клинкер с обреза вращающейся печи в горловине охладителя подвергают воздействию «острого дутья» (10...12 кПа), которое обеспечивает равномерное распределение клинкера по ширине колосников и быстрое начальное его охлаждение. Этот горячий воздух температурой 450 0 С засасывается в печь, где используется для горения топлива в качестве вторичного воздуха. Во вторую часть подрешеточного пространства охладителя также поступает холодный воздух, который подвергается за счет частичного уже охлажденного клинкера и может быть использован для сушки сырья. На разгрузочном конце охладителя устанавливают молотковую дробилку, предназначенную для дробления крупных кусков клинкера ( «свара» ).
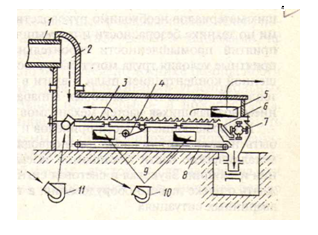
Рис. 9. Схема колосникового охладителя клинкера типа « Волга»:
1 – вращающаяся печь; 2 – приемная шахта; 3 – колосниковая решетка; 4 – привод; 5 – окно для сброса избытка отработанного воздуха в атмосферу; 6 – грохот; 7 – молотковая дробилка; 8 – скребковый конвейер; 9 – окна для общего дутья; 10 – вентилятор общего дутья; 11 – вентилятор острого дутья.
Поскольку в колосниковом охладителе воздух просасывается через слой материала, значительно увеличивается поверхность теплообмена и интенсифицируется процесс охлаждения. Скорость охлаждения регулируют изменением скорости движения решетки, толщины слоя материала и количества воздуха.
Преимущества колосниковых охладителей – высокие скорость и степень охлаждения (до 40 – 60 0 С), хороший КПД, малый удельный расход электроэнергии ( 9 – 11 МДж/т клинкера ). Основной недостаток – невыгодный с точки зрения рекуперации принцип теплообмена, так как воздух движется не противотоком к материалу, а перпендикулярно ему. Большое количество теплоты теряется при выбросе избыточного воздуха в атмосферу. К недостаткам колосниковых охладителей также относятся сложность эксплуатации и ремонт, меньшая надежность работы, большие капиталовложения.
Глава 2. Технология производства портландцемента
2.1 Вещественный состав портландцемента
Портландцементом ГОСТ 10178 - 76 называется гидравлическое вяжущее вещество, твердеющее в воде и на воздухе и представляющее собой продукт тонкого помола клинкера, получаемого в результате обжига до спекания искусственной сырьевой смеси, состав которой обеспечивает преобладающее содержание в клинкере силикатов кальция (70 - 80 %). Обычный силикатный цемент, или портландцемент, получаемый совместным тонким измельчением клинкера и гипса, представляет собой зеленовато-серый порошок, который при смешивании с водой затвердевает на воздухе (или в воде) в камнеподобную массу. Гипс вводят в состав портландцемента для регулирования сроков схватывания. Он замедляет начало схватывания и повышает прочность цементного камня в ранние сроки. Наряду с обычным портландцементом (без добавок), обозначаемым индексом ПЦ Д0, выпускают два вида портландцемента с минеральными добавками, обозначаемые индексами ПЦ Д5 и ПЦ Д20. В первый допускается вводить дополнительно до 5 % активных минеральных добавок, а во второй свыше 5, но не более 10 % добавок осадочного происхождения (трепел, опока), или до 20 % добавок вулканического происхождения, глиежей, гранулированных доменных и электротермофосфорных шлаков. Соотношение клинкера, гипса и добавок характеризует вещественный состав портландцемента. Качество клинкера зависит от химического и минералогического состава. Химический состав характеризуется содержанием различных оксидов, а минералогический – количественным соотношением минералов, образующихся в процессе обжига. Портландцементный клинкер состоит в основном из, % по массе: СаО-64...67; SiO2- 21...25; А1203 - 4...8; Fе203 — 2...4. Кроме того, в составе клинкера могут присутствовать MgO, ТiO2, щелочи и др.
Важнейшие оксиды, входящие в состав клинкера (СаО, SiO2 , А1203 и Fе203), взаимодействуют в процессе обжига, образуя клинкерные минералы. Портландцементный клинкер состоит из ряда кристаллических фаз, отличающихся друг от друга химическим составом. Основные минералы клинкера: алит - 3СаО • SiO2 (сокращенная запись С3S); белит — 2СаО • SiO2 (С2S); трехкальциевый алюминат 3 СаО • А1203 (C3А) ; алюмоферриты кальция переменного состава от 8 СаО • 3 А1203 • Fе2О3 до 2СаО • Fе203(С8A3F...C2F).
Минералогический состав клинкера влияет на технологию производства портландцемента и его свойства. Знание минералогического состава клинкера позволяет прогнозировать свойства портландцемента: скорость набора прочности при различных условиях твердения, стойкость в пресных и минерализованных водах, тепловыделение при твердении и др. Это дает в соответствии с видом сооружения и условиями его эксплуатации подбирать нужный цемент.
Алит – важнейший материал клинкера, основной носитель его вяжущих свойств. Он обусловливает возможность быстрого твердения цемента и достижения им высокой прочности.
Белит взаимодействует с водой значительно медленнее алита и в начальные сроки твердения обладает низкой прочностью. Но со временем белит набирает прочность и не уступает алиту по прочностным показателям.
Трехкальциевый алюминат быстро гидратируется, активно участвует в процессах схватывания, но вклад егов конечную прочность цементного камня сравнительно невелик. При увеличении содержания алюмоферритов кальция цементы твердеют медленно, но достигают высокой прочности. Регулирование минералогического состава обеспечивает получение цементов с заданными свойствами.
2.2 Технологическая схема производства портландцемента сухим способом
Цементное производство в укрупненном виде состоит из следующих основных переделов:
· Добыча, первичное измельчение сырья в карьерах и доставка его на
площадку цементного завода, складирование;
· измельчение и усреднение (гомогенизация) измельченной смеси, подготовка её к обжигу;
· теплохимическая обработка сырья с получением клинкера — исходного материала для переработки в цемент, охлаждение клинкера;
· помол клинкера с добавками на цемент (количество и состав добавок зависят от химического и минералогического состава исходного сырья и клинкера, требуемого сорта цемента);
· подача цемента на склад, хранение, упаковка и отгрузка.
Для производства цемента применяют мокрый, сухой и комбинированный способы.
Сухой способ производства. Принципиальная технологическая схема получения портландцемента сухим способом показана на рис. 10.

Рис. 10. Принципиальная технологическая схема получения портландцемента сухим способом
Измельчение материалов в мельницах может производиться при влажности сырья не более 1 %. В природе сырья с такой влажностью практически нет, поэтому обязательная операция сухого способа производства — сушка. Желательно совмещать процесс сушки с размолом сырьевых компонентов. Это эффективное решение нашло применение на большинстве новых заводов, работающих по сухому способу производства. В шаровой (трубной) мельнице совмещены процессы сушки, тонкого измельчения и перемешивания компонентов сырьевой смеси. Из мельницы сырьевая смесь выходит в виде тонкодисперсного порошка — сырьевой муки.
Возрастающие требования к экономии расхода топлива вынуждают перерабатывать по сухому способу материалы с все более высокой влажностью. С другой стороны такие материалы характеризуются пониженной плотностью и соответственно прочностью. Предварительное измельчение таких материалов целесообразно осуществлять в мельницах самоизмельчения « Аэрофол», позволяющих перерабатывать сырьё влажностью до 25 %. Однако полностью высушиться сырьё при этом не успевает, и в шаровой мельнице одновременно с доизмельчением крупных частиц и получением однородной сырьевой массы должна производиться её досушка.
Сырьевая мука подается в железобетонные силосы, где производится корректирование ее состава до заданных параметров и гомогенизация путем перемешивания при помощи сжатого воздуха. Далее готовая шихта поступает на обжиг во вращающиеся печи с запечными теплообменниками. Полученный клинкер охлаждают в охладителе и подают на склад, где создается его запас, обеспечивающий бесперебойную работу завода. Вместе с тем выдерживание клинкера на складе повышает качество цемента. На складе также хранят гипс и активные минеральные добавки. Эти компоненты предварительно должны быть подготовлены к помолу. Активные минеральные добавки высушивают до влажности не более 1 %, гипс подвергают дроблению. Совместный тонкий размол клинкера, гипса и активных минеральных добавок в шаровых (трубных) мельницах обеспечивает получение цемента высокого качества. Из мельниц цемент поступает в склады силосного типа. Отгружают цемент либо навалом( в автомобильных и железнодорожных цементовозах, специализированных судах), либо в таре – многослойных бумажных мешках.
Основное преимущество сухого способа производства – снижение расходов топлива. Также при сухом способе на 35 – 40 % уменьшается объем печных газов, что соответственно снижает стоимость обеспыливания и предоставляет большие возможности по использованию теплоты отходящих газов для сушки сырья. Важное достоинство сухого способа производства и более высокий съем клинкера с 1 м3 печного агрегата. Еще немаловажным фактором является то, что при обжиге по сухому способу значительно сокращается расход пресной воды.
В мировой цементной промышленности сухой способ производства занял ведущее место. В настоящее время доля сухого способа занимает в Японии, Германии и Испании 100 %, в других развитых странах – 70 – 95 %. В России доля сухого способа производства всего 13 %.
В приложении 1 изображена схема размещения оборудования технологической линии по производству цемента сухим способом производительностью 3000 т/сут. За исходное сырье приняты известняк и глина. Известняк проходит двухстадийное дробление в щековых, а затем в молотковых дробилках. Глина измельчается в валковых дробилках и сушится в сушильных барабанах. Каждый компонент сырьевой шихты, поступающий со склада, направляется в бункера 1, снабженные затворами и весовыми дозаторами 2, и далее к конвейерам 3, доставляющим их в загрузочную воронку мельницы 4.
В отделении для помола сырья установлены две сырьевые мельницы 4 размером 4,2×10 мм. При влажности шихты, не превышающей 8% , мельница работает с подводом сушильного горячего газа от запечных теплообменников. При большей влажности сырья устанавливают топочное устройство, из которого в мельницу дополнительно подают горячий газ.
Каждая мельница работает по схеме пневматической разгрузки с воздушно-проходным сепаратором 5. Крупка, отделенная сепаратором, возвращается в мельницу на домол, готовый продукт через циклоны 14, аэрожелобы и расходомер поступает в силосы 13 сухой сырьевой муки, оборудованные системой смесительной аэрации. Из силосов 13 сырьевая мука по аэрожелобам 15 и затем пневматическими подъемниками направляется в циклонный теплообменник (10, 11), где нагревается газами, выходящими из печи, до 700... 750 °С и частично (до 20%) декарбонизуется, после чего поступает во вращающуюся печь 12.
При нормальном режиме работы газы, отходящие из теплообменников 11, направляются дымососом 9 в сырьевые мельницы, из которых дымососом 6 подаются в электрофильтр 7 на обеспыливание и затем дымососом 8 — в дымовую трубу. Температура выходящих из мельницы газов около 50°С. Но если мельница не работает, то газы, выходящие из циклонного теплообменника с температурой 300...350°С, в газоходе охлаждаются распыленной водой до требуемой температуры.
Особенность процесса обжига состоит в том, что дегидратация сырья и частично декарбонизация перенесены в зону запечных теплообменников, вследствие чего печь получается короче по сравнению с печью соответствующей производительности, работающей по мокрому способу. Выданный печью клинкер проходит через охладитель 16, из которого пластинчатым конвейером 18 подается в силосы 19, а затем через дозаторы 20 по конвейеру 21 поступает вместе с добавками на помол в мельницы 22. Цемент из мельницы подается пневмокамерными насосами 23 в силосы 24 или в упаковочное отделение. Отработанные газы из охладителя 16 поступают в бункер 17.
2.3 Особые виды портландцемента
Для более полного удовлетворения специфических требований отдельных видов строительства промышленность выпускает особые виды портландцемента.
При получении портландцементов с заданными специальными свойствами используют следующие основные пути: 1) регулирование минерального состава и структуры цементного клинкера, оказывающих решающее влияние на строительно-технические свойства цемента; 2) регулирование тонкости помола и зернового состава цемента, влияющих на скорость твердения, прочность, тепловыделение и другие важнейшие свойства вяжущего; 3) изменение вещественного состава портландцемента введением в него активных минеральных и органических добавок, позволяющих направленно изменять свойства вяжущего, экономить клинкер и расход цемента в бетоне.
Виды цемента:
Быстротвердеющий портландцемент
Cульфатостойкий портландцемент
Цемент с поверхностно - активными добавками
Гидрофобизирующие добавки
Белые портландцементы
Цветные портландцементы
Тампонажные портландцементы
Пуццолановый портландцемент
Шлаковые цементы
Глиноземистый цемент
Расширяющиеся цементы
Быстротвердеющий портландцемент (БТЦ) .
Быстротвердеющий портландцемент (БТЦ) – это портландцемент с минеральными добавками, который отличается интенсивным нарастанием прочности в первый период твердения. Повышенная механическая прочность БТЦ достигается надлежащим подбором минералогического состава клинкерной марки БТЦ 400 и 500. Для этого вида цемента нормируется прочность не только в 28-суточном возрасте, но и в 3-суточном. Предел прочности при сжатии через 3-е суток должен быть не менее 20-25 МПа соответственно. БТЦ предназначен для изготовления железобетонных конструкций и изделий в заводских полигонных условиях, а также для скоростного строительства. Применение БТЦ дает возможность отказаться от тепловлажностной обработки бетона.
Cульфатостойкий портландцемент.
Сульфатостойкость обеспечивается снижением содержания в клинкере алюминатов кальция, главным образом трехкальцевого алюмината 3CaO*Al2O3. Выпускают сульфатостойкий портландцемент, в который не допускается введение активных минеральных добавок и сульфатостойкий портландцемент с активными минеральными добавками. Активность данного цемента меньше, чем БТЦ марки 400 и 500.
Цемент с поверхностно - активными добавками (ПАВ).
Для улучшения некоторых свойств цемента допускается введение при помоле поверхностно-активных добавок (пластифицированных и гидрофобных) в количестве 0,3 от массы цемента в пересчете на сухое вещество. Абсорбируясь на зернах цемента, пластифицированные добавки образуют на них защитные пленки, устраняющие сцепление зерен цемента друг с другом. В результате растворы и бетоны на таком цементе приобретают повышенную подвижность и удобоукладываемость.
Белые портландцементы.
Отличаются от обычных цветом. Сырьем служат известняки и глины, содержащие минимальное количество красящих оксидов: железа, марганца, титана. Тонкость помола несколько выше, остаток носителя не больше 12%.
Цветные портландцементы.
Для получения цвета на помол клинкера вводят пигменты. Количество пигмента должно быть: минерального – не более 10%, органического – 0,3%.
Тампонажные портландцементы.
Предназначены для тампонирования нефтяных и газовых скважин с целью их изоляции от грунтовых вод. Тампонажным цементам предъявляются жесткие технические требования: высокая текучесть, независимость от температуры и давления, конкретные в зависимости от давления и температуры сроки схватывания, прочность затвердевшего цементного раствора в ранние сроки, обеспечивающая закрепление колонны труб в стволе скважины. Сроки схватывания не ранее 2 часов и не позднее 10 часов.
Пуццолановый портландцемент.
Получается местным помолом портландцементного клинкера нормированного минералогического состава, гипсов и активных минеральных добавок. При повышенных температурах весьма интесивно твердеет, а при автоклавной обработке прочность с бетоном на его основе через 6-8 часов превышает прочность бетона нормального твердения в 28-суточном возрасте. Недостатки: чувствителен к температурным условиям твердения, при 00 С полностью перестает твердеть, поэтому непригоден для зимних работ. Имеет пониженную воздухостойкость и морозостойкость. Выпускают марки 300 и 400. Предназначен для изготовления подземных и подводных конструкций зданий и сооружений. Не допускается его применение для сооружений, работающих в условиях попеременного замораживания и таяния, увлажнения и высыхания.
Шлакопортландцемент (ШПЦ).
Получается местным помолом портландцементого клинкера, гипса и гранулированного доменного шлака. Шлаки должны быть не менее 21% и не более 60%. Чем больше шлака, тем меньше активность цемента. Выпускают марки 300, 400, 500. По сравнению с портландцементом ШПЦ характеризуется замедленным нарастанием прочности в первые сроки, в дальнейшем скорость твердения повышается и к 6-12 месяцам его прочность приближается к прочности портландцемента. Используют при гидротехническом строительстве, в строительстве портовых сооружений. Не рекомендуется применять ШПЦ для конструкций, подвергающихся попеременному замораживанию и таянию, а также при пониженных температурах.
Известковошлаковый цемент (ИШЦ).
Получается совместным помолом доменных шлаков с известью до 30%. Допускается добавка гипса 5% и портландцемента 10-20%. ИШЦ медленно схватывается и медленно твердеет. Прочность изделий на его основе по истечении времени может быть 5-20 МПа. Стоек в пресных и сульфатных водах, на воздухе его прочность снижается. Применяется в строительных растворах для кладки и штукатурки, а также для изготовления низкомарочных бетонов.
Глиноземистый цемент.
Это быстро твердеющие в воде и в воздухе высокопрочные вяжущие, получаемые путем обжига до спекания смеси материала, богатого глиноземом и оксидом кальция, и последующего тонкого помола продукта обжига. Глиноземистый цемент в отличие от обычного портландцемента не содержит ни гипса, ни минеральных добавок. Качество цемента тем выше, чем больше оксида алюминия. Важнейший минерал глиноземистого цемента алюминат кальция, обеспечивающий при нормальных сроках схватывания быстрое твердение цемента. Глиноземистый цемент быстро твердеет, но не быстро схватывается. Сроки схватывания глиноземистого цемента не ранее 30 мин и не позднее 12 часов. С увеличением тонкости помола цемента и повышением температуры воды сроки схватывания сокращаются. Они резко сокращаются также при добавке извести и портландцемента. Поэтому смешивать глиноземистый цемент с другими вяжущими нельзя. Выпускают три марки: 400, 500, 600. Максимальная прочность, выше на 50% от марочной, достигается к 1-му и 3-м годам твердения. Отличается высокой устойчивостью против сульфатных, хлористых, углекислых и других минерализированных вод. Однако, растворы щелочей разрушают цементный камень. Используют глиноземистый цемент при скоростном строительстве, аварийных работах, зимнем бетонировании. На его основе можно получать жаростойкие бетоны.
Расширяющиеся цементы.
Это цементы, растворы на основе которых дают приращение объема. Все эти цементы смешаны, состоят из основного вяжущего и расширяющей добавки. Расширение происходит в результате химической реакции между ними. Известно несколько реакций, вызывающих расширение, а именно гидратация кальция и образование гидросульфоалюмината кальция. Известно несколько видов расширяющихся цементов:
Водонепроницаемый расширяющийся цемент (ВРЦ).
ВРЦ получается на основе глиноземистого цемента и должен удовлетворять следующим требованиям: начало схватывания не ранее 4 мин, конец не позднее 10 мин. Применяют для омоноличивания сборных железобетонных конструкций, гидроизоляции стволов шахт, напорных водопроводных труб, заделки трещин в железобетонных сооружениях.
Гипсоглиноземистый расширяющийся цемент. Сроки схватывания: 10 мин – 4 часа. Расширение должно заканчиваться через трое суток. Применяется для гидроизоляции штукатурок, для заделки швов, для получения водонепроницаемых бетонов.
Расширяющийся портландцемент. Сроки схватывания: 30 мин – 12 часов. Применение перечислено выше.
Напрягающийся цемент.
Это цемент с большим содержанием алюминатной составляющей, что приводит к увеличению объема при твердении. В процессе расширения создает в арматуре предварительное напряжение. Сроки схватывания этих цементов: 30 мин – 4 часа. Прочность через сутки не менее 15 МПа, через 28 суток 50 МПа. Используется в сооружениях, где требуется повышенная газо-, паро- и водонепроницаемость.
Список литературы
1. Бутт Ю.М., Тимашев В.В. - Портландцемент. М.: Стройиздат, 1974.- 341 с.
2. Волженский А.В., Буров Ю.С., Колокольников В.С. Минеральные вяжущие вещества. М.: Стройиздат, 1979. – 358 с.
3. Воробьев, В.А.; Комар А.Г. Строительные материалы: учеб. для вузов.- М., «Стройиздат» 1971. - 456 с.
4. 13. Колокольников В.С. - Производство цемента. М.: Высшая школа, 1967. – 548 с.
5. Сулименко, Л.М. Технология минеральных вяжущих материалов и изделий на их основе: учеб. для вузов. – 4-е изд., перераб. и доп. – М.: Высш. шк., 2005. – 334 с.