 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Контрольная работа: Розрахунок режимів різання при обробці деталі
1. Розрахуємо довжину робочого ходу:
![]() (мм),
(мм),
де ![]() мм – довжина різання;
мм – довжина різання;
![]() – додаткова довжина ходу, викликана
в окремих випадках особливостями налагодження і конфігурації деталі (в нашому випадку
– додаткова довжина ходу, викликана
в окремих випадках особливостями налагодження і конфігурації деталі (в нашому випадку
![]() = 0);
= 0);
у = 4 мм – довжина підводу, врізання і перебігу інструменту, визначається за [дод. 3, с. 303, 3] в залежності від виду обробки і діаметру оброблюваного отвору.
2. По карті [С-2, с. 110–114, 3] призначимо подачу на оберт:
- виходячи із умов обробки, група подач – І [С-2, с. 110, 3];
- оскільки оброблюваний
матеріал – чавун, відношення довжини різання до діаметру < 3, згідно з [С-2,
с. 112, 3] рекомендована подача на оберт ![]() мм/об.
мм/об.
- остаточно приймаємо
найближчу подачу на оберт за паспортом верстату: ![]() мм/об.
мм/об.
3. За картою [С-3, с. 114, 3] визначаємо період стійкості інструменту:
![]() (хв),
(хв),
де ![]() хв – стійкість машинної
роботи верстату, визначається в залежності від кількості інструментів в налагодженні
(1) та діаметру обробки за [табл., с. 114, 3];
хв – стійкість машинної
роботи верстату, визначається в залежності від кількості інструментів в налагодженні
(1) та діаметру обробки за [табл., с. 114, 3];
![]() – коефіцієнт довжини різання інструменту.
– коефіцієнт довжини різання інструменту.
4. Визначаємо швидкість різання та число обертів шпинделя за хвилину:
- визначаємо розрахункову швидкість різання для обробки сірого чавуну:
![]() (м/хв),
(м/хв),
де ![]() м/хв – табличне значення
швидкості в залежності від подачі і діаметру обробки, визначається за [С-4, табл.,
с. 118, 3];
м/хв – табличне значення
швидкості в залежності від подачі і діаметру обробки, визначається за [С-4, табл.,
с. 118, 3];
![]() – коефіцієнт, що залежить від
твердості оброблюваного матеріалу, за [С-4, табл., с. 118, 3];
– коефіцієнт, що залежить від
твердості оброблюваного матеріалу, за [С-4, табл., с. 118, 3];
![]() – коефіцієнт, що залежить від
стійкості інструменту та інструментального матеріалу, за [С-4, табл., с. 119,
3];
– коефіцієнт, що залежить від
стійкості інструменту та інструментального матеріалу, за [С-4, табл., с. 119,
3];
![]() – коефіцієнт, що залежить від
відношення довжини до діаметру обробки, за [С-4, табл., с. 119, 3];
– коефіцієнт, що залежить від
відношення довжини до діаметру обробки, за [С-4, табл., с. 119, 3];
- визначаємо розрахункове значення числа обертів шпинделя:
![]() (об/хв),
(об/хв),
- уточнюємо фактичне
значення частоти обертання за паспортом верстату, приймаючи найближче значення,
![]() об/хв.
об/хв.
- уточнюємо фактичне значення швидкості різання о прийнятому значенню числа обертів:
![]() (м/хв),
(м/хв),
5. Розраховуємо основний машинний час обробки:
![]() (хв).
(хв).
6. Виконуємо перевірочні розрахунки:
- визначаємо осьову силу різання:
![]() (кГ),
(кГ),
де ![]() кГ – табличне значення
осьової сили при обробці сірого чавуну в залежності від подачі і діаметру обробки,
визначається за картою [С-5, табл., с. 124, 3];
кГ – табличне значення
осьової сили при обробці сірого чавуну в залежності від подачі і діаметру обробки,
визначається за картою [С-5, табл., с. 124, 3];
![]() – коефіцієнт, що залежить від
оброблюваного матеріалу та його твердості [С-5, табл., с. 126, 3];
– коефіцієнт, що залежить від
оброблюваного матеріалу та його твердості [С-5, табл., с. 126, 3];
- визначаємо потужність різання:
![]() (кВт),
(кВт),
де ![]() кВт – табличне значення
потужності при обробці сірого чавуну в залежності від подачі і діаметру обробки,
визначається за картою [С-6, табл., с. 127, 3];
кВт – табличне значення
потужності при обробці сірого чавуну в залежності від подачі і діаметру обробки,
визначається за картою [С-6, табл., с. 127, 3];
![]() – коефіцієнт, що залежить від
оброблюваного матеріалу та його твердості [С-5, табл., с. 126, 3]
– коефіцієнт, що залежить від
оброблюваного матеріалу та його твердості [С-5, табл., с. 126, 3]
Знайдені значення потужності різання та осьової сили не перевищують допустимі за паспортом верстату.
3.2 Розрахунок режимів різання розрахунково-аналітичним методом
Чорнове фрезерування (операція 15)
Вихідні дані:
матеріал: СЧ20, HB 230, ![]() МПа;
МПа;
вид обробки: фрезерування
інструмент: фреза торцева ш160 , матеріал твердосплавних пластин – ВК6, кількість зубів z =16, ширина B = 46 мм (ГОСТ 9473-80);
шорсткість поверхні після обробки : Rz = 40 мкм;
обробка без охолодження згідно [табл. 39, с. 288, 1];
глибина фрезерування: t = 1,8 мм (рівна припуску на обробку на цьому переході);
довжина оброблюваної поверхні: l = 318 мм (за кресленням);
верстат: 6Р13Ф3;
потужність двигуна головного руху: 7,5 кВт;
діапазон частоти обертання шпинделя: 40...2000 об/хв;
діапазон подач за координатами X, Y, Z: 3...4800 мм/хв;
число ступенів регулювання частоти обертання: 18;
регулювання: ступінчасте.
Частота обертання шпинделя верстата мод. 6Р13Ф3, хв-1
| 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 |
| 315 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 |
Подачі верстату мод. 6Р13Ф3, мм/хв
| 3 | 4 | 5 | 6,3 | 8 | 10 | 12,5 | 16 | 20 |
| 25 | 31,5 | 40 | 50 | 63 | 80 | 100 | 125 | 160 |
| 200 | 250 | 315 | 400 | 500 | 630 | 800 | 1000 | 1250 |
| 1600 | 2000 | 2500 | 3150 | 4000 |
|
|||
Розрахунок режиму різання будемо вести у наступній послідовності:
1. Визначаємо подачу:
Приймаємо подачу на зуб фрези sz в межах 0,14...0,24 мм/зуб за [табл. 33, с. 283, 1] в залежності від потужності верстата (5...10 кВт), оброблюваного та оброблюючого матеріалів. Враховуючи примітку до [табл. 33, с. 283, 1], оскільки ширина фрезерування більша 30 мм, зменшуємо табличне значення подачі на 30%:
sz ≈ 0,1 мм/зуб.
Тоді подача на оберт складе:
![]() (мм/об).
(мм/об).
2. Визначимо швидкість різання (колову швидкість фрези):
![]() ,
,
де D = 160 мм – діаметр фрези;
B = 46 мм – ширина фрези;
z = 16 – кількість зубів інструменту.
Значення коефіцієнта СV та показників степенів в цій формулі визначаємо за [табл. 39, с. 288, 1] в залежності від типу фрези, виду операції, матеріалу ріжучої частини:
СV = 445, q = 0,2, x = 0,15, y = 0,35, u = 0,2, p = 0, m = 0,32.
Т = 190 хв – період стійкості фрези за [табл. 40, с. 290, 1];
Загальний поправочний коефіцієнт на швидкість різання:
![]() ,
,
В цій формулі:
За [табл. 1, с. 261, 1] поправочний коефіцієнт, що враховує вплив фізико-механічних властивостей оброблюваного матеріалу на швидкість різання для сірого чавуну:
![]() ,
,
де ![]() – показник степені,
що визначається за [табл. 2, с. 262, 1].
– показник степені,
що визначається за [табл. 2, с. 262, 1].
За [табл. 5, с.
263, 1] визначаємо поправочний коефіцієнт, що враховує вплив стану поверхні заготовки
на швидкість різання за: ![]() .
.
За [табл. 6, с. 263, 1]
визначаємо поправочний коефіцієнт, що враховує вплив інструментального матеріалу
на швидкість різання: ![]() .
.
Отже, розрахункова швидкість різання:
 (м/хв).
(м/хв).
3. Розрахункова частота обертання інструменту:
![]() (об/хв).
(об/хв).
4. Хвилинна подача:
![]() (мм/хв)
(мм/хв)
5. Узгодимо за паспортними
даними верстата і остаточно приймемо фактичну частоту обертання: ![]() (об/хв).
(об/хв).
Тоді фактична хвилинна
подача: ![]() (мм/хв).
(мм/хв).
Уточнимо значення швидкості різання:
![]() (м/хв).
(м/хв).
6. Визначимо значення складових сили різання:
Знайдемо значення головної складової сили різання (при фрезеруванні – колова сила):
![]() .
.
Значення коефіцієнта Ср та показників степенів в цій формулі визначаємо за [табл. 41, с. 291, 1] в залежності від типу фрези, оброблюваного і оброблюючого матеріалів:
Ср = 54,5, q = 1,0, x = 0,9, y = 0,74, u = 1,0, w= 0.
Поправочний коефіцієнт
на якість оброблюваного матеріалу знаходимо в [табл. 9, с. 264, 1]: ![]() .
.
Отже, колова сила дорівнює:
![]() (Н).
(Н).
Величини решти складових сили різання визначаємо із їх співвідношення з головною складовою – коловою силою за [табл. 42, с. 292, 1]:
Горизонтальна сила
(сила подачі): ![]() (Н).
(Н).
Вертикальна сила:
![]() (Н).
(Н).
Радіальна сила: ![]() (Н).
(Н).
Осьова сила: ![]() (Н).
(Н).
7. Визначимо крутний момент на шпинделі:
![]() (Н∙м).
(Н∙м).
8. Ефективна потужність різання:
![]() (кВт)
(кВт)
9. Основний технологічний час згідно [п. ІІ , с. 190, 4] та [п. 2.2.6., с. 104, 2]:
![]() (хв),
(хв),
де L – довжина шляху, що проходить інструмент в напрямку подачі;
l – довжина оброблюваної поверхні (за кресленням) = 318 мм;
l1 – величина на врізання і перебіг інструменту, що визначається за [дод. 4, арк. 6, с. 378, 4] в залежності від типу фрези (торцева), схеми її установки (симетрична) й ширини фрезерування (за кресленням = 220 мм);
sхв – хвилинна подача фрези, визначена раніше;
Чорнове розточування (операція 15)
Вихідні дані:
матеріал: СЧ20, HB 230, ![]() МПа;
МПа;
вид обробки: розточування
інструмент: розточувальний різець 2142-0444 з пластинами з твердого сплаву ВК6 за ГОСТ 9795–84 типу 4, виконання 1;
глибина фрезерування: t = 1,6 мм (рівна припуску на обробку на цьому переході);
нормативний період стійкості різців за [Д. 2.10., с.459, 2]: Т = 30 хв;
діаметри обробки: ш92 мм та ш82 мм (на подальших операціях напівчистового і чистового розточування отвори будуть оброблені до діаметрів, вказаних на кресленні ш95Н7 та ш85Н7);
довжини оброблюваних поверхонь: 45 мм і 35 мм (за кресленням);
верстат: 6Р13Ф3 (характеристики наведені вище).
Розрахунок режиму різання будемо вести у наступній послідовності:
1. Для чорнового розточування за [табл. 12, с.267, 1] при заданому перерізі різця та глибині різання рекомендується подача S = 0,2...0,3 мм/об.
Приймаємо подачу S = 0,22 мм/об.
2. Швидкості різання визначатимемо за формулами теорії різання, згідно [п. 3, с.265, 1]:
![]() .
.
Значення коефіцієнтів в цій формулі знаходимо за [табл. 17, с.266, 1]:
![]() .
.
Швидкісний коефіцієнт:
![]() .
.
В цій формулі:
За [табл. 1, с. 261, 1]:
![]() ,
,
За [табл.
5, с. 263, 1]: ![]() ;
;
За [табл.
6, с. 263, 1]:![]() .
.
Отже, загальний швидкісний
коефіцієнт: ![]() .
.
При внутрішній обробці (розточуванні) згідно рекомендацій за [табл. 17, с. 270, 1] на швидкість різання додатково водиться поправочний коефіцієнт 0,9:
Таким чином швидкість різання:
![]() (м/хв);
(м/хв);
3. Розрахункова частота
обертання шпинделя визначається за наступною формулою: ![]() , розраховане значення уточнюємо
за паспортом верстата:
, розраховане значення уточнюємо
за паспортом верстата:
Поверхня 1 (ш92 мм):
![]() (об/хв);
(об/хв); ![]() об/хв;
об/хв;
Поверхня 2 (ш82 мм):
![]() (об/хв);
(об/хв); ![]() об/хв;
об/хв;
4. Уточнюємо значення
швидкості різання: ![]() .
.
Поверхня 1 (ш92 мм):
![]() (м/хв);
(м/хв);
Поверхня 2 (ш82 мм): ![]() (м/хв).
(м/хв).
5. Визначаємо сили різання при обробці:
Величини тангенційної PZ, радіальної PY і осьової PX складових сили різання при розточуванні визначаються за формулою:
![]() .
.
За [табл. 22, с. 274, 1] знаходимо коефіцієнти для визначення складових сили різання:
![]() ;
;
![]() ;
;
![]() .
.
Поправочний коефіцієнт на силу різання являє собою добуток наступних коефіцієнтів:
![]() .
.
За [табл.9, с.264 і табл.23, с.275, 1] визначаються поправочні коефіцієнти для складових сили різання в залежності від:
- механічних властивостей матеріалу, що оброблюється:
![]() ;
;
Поправочні коефіцієнти що враховують вплив геометричних параметрів:
- головного кута в плані: КРцХ = 1,11; КРцУ =0,77; КРцZ = 0,94;
- переднього кута: КРгХ = КРгУ = КРгZ =1,0;
- кута нахилу різальної кромки: КРлХ = 0,8; КРлУ = 1,3; КРлZ = 1,0.
Тоді:
![]() ;
;
![]() ;
;
![]() .
.
Складові сили різання:
![]() (Н);
(Н);
![]() (Н);
(Н);
![]() (Н);
(Н);
6. Потужність різання
розраховують за формулою: ![]() .
.
Поверхня 1 (ш92 мм):
![]() (кВт);
(кВт);
Поверхня 2 (ш82 мм):
![]() (кВт);
(кВт);
7. Визначення основного часу:
Основний технологічний час на перехід, підраховується за формулою згідно [р. ІІ , с. 55, 4]:
![]() ,
,
Поверхня 1 (ш92 мм):
![]() (хв);
(хв);
Поверхня 2 (ш82 мм):
![]() (хв).
(хв).
4. Стислі відомості про інструментальні матеріали
Матеріал свердла – швидкорізальна сталь Р6М5.
Основні відомості щодо матеріалу свердла для обробки отворів визначимо згідно [с. 48, п. 3.4., 5].
Основним легуючим елементом швидкорізальних сталей є вольфрам (Р), який взаємодіє з вуглецем, завдяки чому сталь набуває високої твердості, температуро- і зносостійкості. Окрім того, сталь містить молібден (М), який є хімічним аналогом вольфраму. Легування молібденом сприяє підвищенню теплопровідності сталі. Вольфрамо-молібденові сталі більш пластичні і куються краще, ніж вольфрамові, мають нижчий бал карбідної неоднорідності.
До хімічного складу сталі Р6М5 входить 6% вольфраму (W) та 5% молібдену (Mo).
Сталь Р6М5 доцільно застосовувати при виготовленні інструментів, що використовуються при невеликих швидкостях різання, але з великими перерізами шару, що зрізається, тобто при важкому силовому режимі. Внаслідок високої пластичності сталь придатна для виготовлення інструментів методами пластичного деформування.
Основні властивості сталі Р6М5:
- твердість: 62...64 HRC;
- теплостійкість, и: 620°С;
- границя міцності на згин, узг: 2900...3100 МПа;
- швидкості різання, v: 25...35 м/хв.
Матеріал твердосплавних пластин торцевої фрези та розточувального різця – вольфрамовий (однокарбідний) твердий сплав ВК6 [с. 50, п. 3.5., 5]. Основою твердого сплаву ВК6 є карбіди вольфраму (WC), що мають високу тугоплавкість і мікротвердість, їх зерна з’єднуються між собою кобальтом (Co). Чим більше в сплаві WC, тим вища твердість і теплостійкість і менша міцність сплаву. Твердий сплав ВК6 характеризується високою твердістю, теплостійкістю та швидкостями різання, проте має відносно низьку міцність на згин. Застосовується для чорнової і напівчистової обробки чавунів і кольорових сплавів.
Хімічний склад сплаву ВК6: 6% кобальту (Co), решта – 94% карбідів вольфраму (WC).
Основні властивості твердого сплаву ВК6:
- твердість: 87...90 HRА;
- теплостійкість, и: 800...900 °С;
- границя міцності на згин, узг: 1000...1200 МПа;
- швидкості різання, v: 90...300 м/хв.
5. Встановлення взаємозв’язку елементів режиму різання та параметрів перерізу шару, що зрізається
Торцеве фрезерування
а б
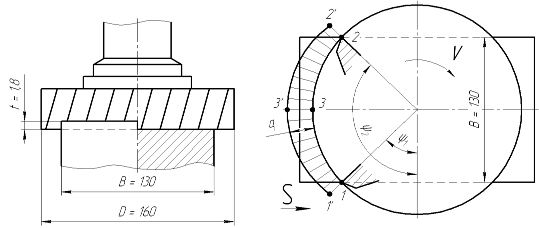
Рис. 1. Схеми зрізання припуску при торцевому фрезеруванні
На (рис. 1) зображені схеми зрізання припуску при фрезеруванні поверхні торцевою фрезою згідно [с. 228, 6]. На (рис 1, а) глибина різання t = 1,8 мм рівна припуску на обробку на заданому переході. В = 130 мм – ширина фрезеруванні (рівна ширині оброблюваної поверхні). D = 160 мм – діаметр фрези.
Приймемо для нашого
випадку симетричне фрезерування (рис. 1). Кут контакту торцевої фрези ![]() . Так як фрезерування симетричне,
в точці 1 (рис. 1, б) має місце рівність:
. Так як фрезерування симетричне,
в точці 1 (рис. 1, б) має місце рівність: ![]() .
Цьому значенню кута відповідає товщина шару, що зрізається,
.
Цьому значенню кута відповідає товщина шару, що зрізається, ![]() . Протягом першої половини робочого
циклу зубу товщина шару, що зрізається, зростає і в точці 3, що лежить на осі симетрії
оброблюваної заготовки, товщина шару, що зрізається зубом, максимальна і рівна
. Протягом першої половини робочого
циклу зубу товщина шару, що зрізається, зростає і в точці 3, що лежить на осі симетрії
оброблюваної заготовки, товщина шару, що зрізається зубом, максимальна і рівна ![]() . Тобто для нашого випадку максимальна
товщина зрізу рівна 0,1 мм. На (рис. 1, б) умовно показана епюра товщини
шару, що зрізається, яка в графічній формі виражає закономірність зміни величини
. Тобто для нашого випадку максимальна
товщина зрізу рівна 0,1 мм. На (рис. 1, б) умовно показана епюра товщини
шару, що зрізається, яка в графічній формі виражає закономірність зміни величини
![]() за робочий цикл зуба фрези.
за робочий цикл зуба фрези.
Ширина шару, що зрізається
для торцевих фрез рівна ![]() , де
, де ![]() – кут нахилу ріжучої кромки,
– кут нахилу ріжучої кромки,
![]() – головний кут в плані ріжучої
кромки зуба торцевої фрези.
– головний кут в плані ріжучої
кромки зуба торцевої фрези.
Свердлування
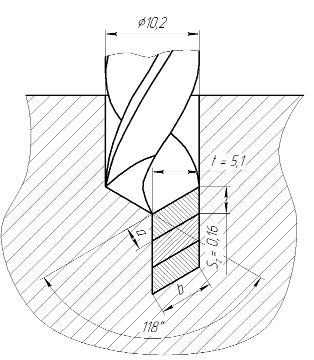
Рис. 2. Елементи різання при свердлуванні
При свердлуванні в суцільному матеріалі глибина різання рівня половині оброблюваного діаметру (діаметру свердла):
![]() (мм).
(мм).
Щоб знайти подачу на зуб інструменту, слід розділити на кількість зубів знайдену в п. 3 подачу на оберт (кількість зубів для свердла – 2):
![]() (мм/зуб).
(мм/зуб).
Товщина шару, що зрізається, рівна:
![]() (мм).
(мм).
Ширина шару, що зрізається:
 (мм).
(мм).
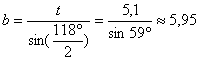
Розточування
На (рис. 3) зображені елементи різання при обробці отвору розточувальним різцем згідно [с. 185, 6]. Глибина різання рівна припуску на обробку на даному переході: t = 1,6 мм.
Подача на оберт заготовки встановлена у п.3. даної роботи і рівна S = 0,22 мм.
Товщина шару, що зрізається, рівна:
![]() (мм).
(мм).
Ширина шару, що зрізається:
![]() (мм).
(мм).
Рис. 3. Елементи різання при розточуванні
Література
1. Справочник технолога-машиностроителя. В 2-х т./ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – Т2 – 496 с.
2. Кирилович В.А., Мельничук П.П., Яновський В.А. – Нормування часу та режимів різання для токарних верстатів з ЧПК: Навчальний посібник для студентів машинобудівних спеціальностей / Під заг. ред. В.А. Кириловича. – Житомир: ЖІТІ, 2001. – 600 с.
3. Режимы резания металлов: Справочник / Под ред. Ю.В. Барановского. – М.: Машиностроение, 1972. – 364 с.
4. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть І. Токарные, карусельные, токарно-револьверные, алмазно-расточные, сверлильные, строгальные, долбежные и фрезерные станки. Изд. 2-е, М: Машиностроение, 1974. – 406 с.
5. Виговський Г.М. Теорія різання: Навч. посібн. – Житомир: ЖДТУ, 2006. – 250 с.
6. Грановский Г.И., Грановский В.Г. Резание металлов: Учебн. для вузов. – М.: Высш. шк., 1985. – 304 с.