 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Дипломная работа: Размольно-подготовительный отдел фабрики по производству бумаги
Размалывающая гарнитура обычно выполняется в виде шести сменных сегментов, закрепляемых на внутренней поверхности дисков. Сегменты выполняются из чугуна или стали. Расположение и форма канавок на сегментах выбираются в зависимости от вида и характера обработки волокнистого материала. Обычно канавки располагаются кольцевыми рядами с разным углом наклона в каждом ряду к радиусу диска, а глубина канавок уменьшается от центра к периферии. По мере износа кромки канавок затупляются и глубина канавок уменьшается, что отражается на характере размола и производительности рафинера. Чтобы поддержать постоянным состояние режущих кромок, иногда практикуют через определенные интервалы времени изменение направления вращения дисков. При сильном износе канавки углубляют проточкой или заменяют сегменты.
Эффект обработки волокна в дисковых рафинерах зависит от типа размалывающей гарнитуры, концентрации массы, вида волокнистого материала, зазора между дисками и количества проходящей массы. Последнее зависит от величины зазора между размалывающими органами и давления массы на входе в мельницу. Поэтому при увеличении давления массы на входе и при увеличении зазора между дисками пропускная способность мельницы возрастает, а эффект обработки снижается.
Обычно дисковые рафинеры устанавливают параллельно в одну или две ступени, причем избыток массы из общего сборника размолотой массы направляют обратно по переливному рециркуляционному массопроводу в приемный бассейн. Изменяя количество рециркулируемой массы, можно значительно повысить эффект обработки бумажной массы.
Последовательная установка дисковых рафинеров обычно не практикуется, так как она затрудняет регулирование давления массы у рафинеров, расположенных в одной цепочке.
Обычно дисковые рафинеры работают при величине зазора между дисками 0,1—0,2 мм, давлении массы на входе около 2 кгс/см2 и при достаточно высокой нагрузке двигателя.
Рафинер Сутерленда. Рафинер Сутерленда имеет два диска, из которых один неподвижен, а другой вращается от электродвигателя через эластичную муфту. Масса подается под напором по трубе и через центральное отверстие в неподвижном диске проходит в зазор между дисками рафинера. Далее под влиянием центробежной силы и напора масса продвигается к периферии, подвергаясь обработке между размалывающими поверхностями дисков.
Диски рафинера толщиной 50 мм литые, сменные с выфрезеро-ванными на них параллельными канавками, глубина которых снижается от центра к периферии. Общий срок службы дисков 10 лет, а время между проточками канавок 6—8 месяцев. Присадка размалывающих органов производится перемещением в осевом направлении неподвижного диска при помощи гидравлического поршня.
Процесс размола массы в рафинере Сутерленда регулируют изменением его пропускной способности (изменяя давление массы на входе и выходе из рафинера при постоянном зазоре между дисками) и оптимальной потребляемой мощности, обеспечивающих надлежащую обработку волокнистого материала, а также изменением величины рециркулируемого потока, возвращаемого на рафинер. При понижении давления массы до 0,2 кгс/см2 электродвигатель мельницы автоматически отключается во избежание повреждения дисков .
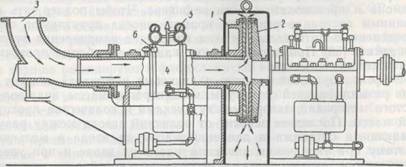
Рис. 6. Дисковый рафинер Сутерленда:
1 — неподвижный диск; 2— вращающийся диск; 3 — вход массы; 4 — гидравлический
цилиндр для присадки неподвижного диска; 5 — манометр; 6 — указатель перемещения
диска; 7—регулирование воды на поршень
Рафинеры работают при концентрации массы 3—4,5% и применяются для размола бумажной массы при выработке всевозможных видов бумаги (в том числе мешочной, оберточной, салфеточной, книжной, писчей, шелковки, а также крафт-картона). Кроме того, эти рафинеры используются для рафинирования целлюлозы и полуцеллюлозы после варки. Рафинеры Сутерленда выпускаются четырех величин с дисками диаметром от 864 до 1372 мм и мощностью двигателя от ПО до 750 кет.
Двухдисковые рафинеры с двумя вращающимися дисками. Рафинер этого типа состоит из двух цельнометаллических дисков со сменными секторами, на поверхности которых выфрезерованы канавки. Оба диска вращаются в разные стороны от двух электродвигателей. Волокнистый материал подается специальным питателем через боковое отверстие в одном из дисков. Присадка дисков осуществляется осевым перемещением одного из дисков при помощи ручного маховичка со стороны, противоположной входу массы.
Рафинеры этого типа применяются для рафинирования волокнистых отходов при выработке грубых оберточных видов бумаги и картона, а также для размола щепы в производстве древесноволокнистых плит. Размол щепы производится при высокой концентрации— 12—15%.
3. РАСЧЁТНАЯ ЧАСТЬ
3.1. Выбор композиции вырабатываемой продукции и основного агрегата
Бумага должна обладать хорошим восприятием печатных красок, иметь прочную поверхность и не должна пылить.
Просвет бумага должен быть равномерным и соответствовать образцу, согласованному между потребителем и изготовителем.
Разнооттеночность в одной партии бумаги не допускается.
Обрез кромок бумаги должен быть чистым и ровным.
Намотка бумаги должна быть равномерной и плотной по всей ширине рулона.
В бумаге не допускаются складки, морщины, залощенные и матовые полосы, пятна, в том числе просвечивающие, надрывы и отверстия, видимые на просвет невооруженным глазом.
В рулонной бумаге допускаются малозаметные морщины и другие дефекты, кроме надрывов и отверстий, которые не могут быть обнаружены в процессе перемотки, если показатель этих внутрирулонных дефектов, определенный по ГОСТ 13525.5—68, не превышает 1,0%.
Число склеек в рулоне не должно превышать двух, для
бумаги
марки В и поставляемой на экспорт — одной, а для бумаги
с
государственным Знаком качества — одной на 10 рулонов для
бумаги
форматом до 90 см включительно, и одной на 5 рулонов
для
бумаги форматом свыше 90 см.
Концы полотна бумаги в местах обрывов должны быть прочно склеены по всей ширине рулона без склеивания смежных слоев.
По показателям качества бумага первого сорта должна соответствовать нормам, указанным в таблице.
Таблица 1
| Наименование показателя | Норма для бумаги марки А | Метод испытания |
|
1. Состав по волокну, % Целлюлоза сульфитная белёная хвойная по ГОСТ 3914-74 , не менее Целлюлоза сульфитная белёная лиственная по нормативно- технической документации, не более |
80 20 |
По ГОСТ 7500-75 |
|
2. Масса бумаги площадью 1 м2 , г |
120 |
По ГОСТ 13199-67 |
|
3. Плотность, г/см3 |
0,95-1,10 |
По ГОСТ 13199-67 |
|
4.Разрывная длина в среднем по двум направлениям , м, не менее: рулонной листовой |
2200 1900 |
По ГОСТ 135.25.1-79 |
| 5. Сопротивление излому (число двойных перегибов) в поперечном направлении , не менее | 5 |
По ГОСТ 135.25.2-68 |
|
6. Степень проклейки, мм: а) для бумаги всех масс, кроме массы бумаги площадью 1 м2 220 г |
0,25- 0,75 |
По ГОСТ 8049- 82 |
| 7. Зольность, % | 18-22 |
По ГОСТ 7629- 77 |
| 8. Гладкость, с | 300 -650 |
По ГОСТ 12795- 78 |
| 9. Впитываемость, с | 25-40 |
По ГОСТ 12603- 67 |
| 10 Сорность | 100 |
По ГОСТ 13525.4- 68 |
|
11. Белизна,% а) без оптического отбеливателя, не менее Разница значений белизны по сторонам, %, не более б) с оптическим отбеливателем , не менее Разница значений белизны по сторонам , %, не более |
76 |
По ГОСТ 7690- 76 |
| 12. Влажность, % | 5,5+1 |
По ГОСТ 13525.19- 71 |
На дисковых мельницах осуществляют следующие виды размола волокнистых материалов:
1.Предварительный размол - осуществляется в варочных цехах с целью разделения сучков, костры и непроваренной щепы на волокна.
2.Размол щепы - осуществляется оря производстве различных видов древесной массы (термомеханическом, химико-термомеханическом и т.п.) и при размоле полуцеллюлозы высокого выхода.
3. Размол отходов сортирования целлюлозного и древесномассного
производства,
4. Массный размол - осуществляется в размольно-поодготовительных цехах для придания размалываемым волокнам определенных технологических свойств.
5. Окончательный размол или "выравнивание" массы - осуществляется перед подачей массы на бумаго- или картоноделательную машину для расщепления сгустков волокон в массе.
Основным видом размола, применяемым на всех предприятиях, выпускающих бумагу и картон, является массный размол. Массный размол может проводиться как при низкой концентрации (2-6 %), так и при высокой (10-13 %).
Оптимальным режимом работы дисковых мельниц считается такой.при котором прирост степени помола за одну ступень составляет 5-15 ○ ШР. При этом для трудноразмалываемых материалов (сульфатная, хлопковая целлюлоза и др,) рекомендуется прирост степени помола 5-8°ШР за одну ступень, а для легкоразмалываемых (сульфитной целлюлозы, нейтральносульфитной полуцеллюлозы и др.) рекомендуется - 8-15°ШР.
Необходимое количество дисковых мельниц определяется по затратам энергии на размол. Для расчета используют показатель удельного расхода энергии Ао, показывающий, сколько энергии нужно затратить, чтобы повысить степень помола I т полуфабриката на 1°ШР. Этот показатель практически не зависит от типа размалывающего оборудования и определяется только видом полуфабриката. Значения удельных расходов энергии для основных видов полуфабрикатов в зависимости от глубины процесса размола приведены в табл.3.
Таблица 3
Средние значения удельных расходов энергии (А0)
при размоле основных видов полуфабрикатов
| Вид волокнистого полуфабриката |
Удельный расход энергии (А0), кВт*ч/т*○ШР |
|
размол от 13 – 15 до 27-30 ○ШР |
|
|
Сульфитная хвойная беленая целлюлоза |
5 |
3.2. Выбор оборудования для размола полуфабрикатов
Размалывающее оборудование предназначено для разделения полуфабрикатов на волокна, их измельчения, фибрилляции, гидратации и придания им ряда определённых свойств.
Для размола полуфабрикатов применяются различные виды оборудования: дисковые и конические мельницы, роллы, пульсационные мельницы и т.п. В настоящее время на предприятиях, вырабатывающих массовые виды бумаги и картона, применяются почти исключительно дисковые мельницы. Широкое их применение объясняется рядом преимуществ: возможностью размола массы при высокой концентрации (до 40%) ; повышением однородности получаемой массы ; меньшими габаритами и удобством обслуживания; значительно большей мощностью одного агрегата и снижением удельного расхода электроэнергии на 15- 25 % по сравнению с коническими мельницами. Применяем следующую дисковую мельницу.
Таблица 4
| Тип или марка |
Мощность _л.двигателя., МЭД, кВт |
Частота вращения ротора, с-1 |
Диаметр диска. Мм |
Производительность воздушно- сухого волокна, т/сутки |
Примечание |
| МД -17 | 250 | 1500 | 630 | 70 | 1 |
Расход электроэнергии на размол полуфабриката определяется по формуле, кВт*ч/сут
А = А0 * Q (ПК – ПН)
где А0 – удельный расход энергии ,кВт*ч/т*○ШР (из табл. 5)
Q – количество воздушносухого полуфабриката, направляемого на размол, т;
ПК и ПН - конечная и начальная степень помола массы, ○ШР
Суммарный расход электроэнергии на размол (А) составит:
А = 5* 200 (30-14) = 16000 кВт*ч/сут
Далее определяется суммарная мощность электродвигателей дисковых мельниц (МЭД) с учётом круглосуточной работы мельниц:
А 16000
МЭД = ----------------- = --------------- = 766 кВт
τ * η 24 * 0,87
где τ – количество часов работы мельницы в сутки (24 час)
ИНТЕРЕСНОЕ
© 2009 Все права защищены. |