 | |
МЕНЮ
- Главная
- Языкознание филология
- Финансовые науки
- Управленческие науки
- Товароведение
- Технология
- Теплотехника
- Теория организации
- Теория государства и права
- Таможенная система
- Схемотехника
- Строительство
- Страхование
- Статистика
- Религия и мифология
- Психология и педагогика
- Промышленность производство
- Медицинские науки
- Медицина
- Краеведение и этнография
- Компьютерные науки
- История
- Искусство и культура
- Информатика
- Инвестиции
- Издательское дело и полиграфия
- Зоология
- Журналистика
- Естествознание
- Деньги и кредит
- Делопроизводство
- Гражданское право и процесс
- Государство и право
- Геополитика
- Геология
- Геодезия
- География
- Военная кафедра
- Ветеринария
- Валютные отношения
- Бухгалтерский учет и аудит
- Ботаника и сельское хоз-во
- Биржевое дело
- Биология и химия
- Биология
- Безопасность жизнедеятельности
- Банковское дело
- Астрономия
- Астрология
- Архитектура
- Арбитражный процесс
- Административное право
- Авиация и космонавтика
- Карта сайта
Курсовая работа: Мази в промышленном производстве
Недостатки: высыхают. Для предотвращения этого вводят до 10% глицерина. Так, известна основа состава: бентонит (13-20%), глицерин (10%), вода (70-77%).
Гели поливинилпиролидона (ПВП) - бесцветный аморфный гигроскопичный порошок, растворимый в воде, глицерине, ПЭО. Водные растворы ПВП изменяют цвет при хранении и подвергаются микробной контаминации. Хорошо смешиваются с ланолином, простыми и сложными эфирами, касторовым маслом, производными целлюлозы и силиконовыми жидкостями. В концентрации до 20% используется для приготовления основ.
Гели поливинилового спирта (ПВС) - порошок белого или желтоватого цвета, не растворимый в этиловом спирте. В воде и глицерине растворим при нагревании. Водные растворы характеризуются высокой вязкостью. Для получения мазей используют 15% гель [11].
Дифильные мазевые основы.
Дифильные мазевые основы - мазевые основы, предназначенные для изготовления лекарственных форм, сочетающих в себе свойства гидрофильных и гидрофобных основ.
Это искусственно созданные системы, обладающие одновременно гидрофильными и гидрофобными свойствами. Обязательным компонентом является эмульгатор (ПАВ), который обеспечивает высвобождение и всасывание лекарственных веществ. Дифильные основы способны инкорпорировать как жиро - так и водорастворимые вещества. Обладают мягкой консистенцией и легко распределяются по поверхности кожи и слизистых оболочек. Делятся на 2 группы - абсорбционные и эмульсионные. [1].
При добавлении к абсорбционной основе воды, образуются эмульсионные основы. В зависимости от природы основы, физико-химических свойств ПАВ и величины гидрофильно-липофильного баланса (ГЛБ), эмульсионные основы делят на две группы:
1) Эмульсионные основы I рода, типа м/в. Образуются при определённых соотношениях гидрофильных компонентов с ПАВ (ГЛБ=13÷15) и водой. Например, основы, содержащие эмульгаторы твин-80, эмульгатор № 1, мыла одновалентных металлов.
2) Эмульсионные основы II рода типа в/м. Состоят из гидрофобных веществ с ПАВ (ГЛБ=3÷6) и воды. Например: основа Кутумовой: вазелин (6) + эмульгатор Т-2 (1) + вода (3), сплав вазелина с ланолином водным, эмульсионная основа с пентолом: вазелин (38) + Pentholi (2) + вода (60) [11].
Влияние основы на терапевтическую эффективность лекарственного вещества в мазяхМазевые основы не являются пассивными носителями лекарственных веществ, а активно влияют на терапевтическое действие мазей. Например, мазь кислоты борной 2% на консистентной эмульсионной основе проявляют такую же терапевтическую активность, как аналогичная мазь 10% концентрации, приготовленная на вазелине, мазь пенициллина, изготовленная на вазелине не обладает терапевтическим действием, а изготовленная на комбинированной основе вазелин-ланолин водный проявляет выраженным противомикробным действием. Йод, напротив, малоактивен в основах, содержащих большое количество воды.
Введение в состав мазевых и суппозиторных основ эмульгаторов, ПАВ и других активаторов всасывания является одним из важных факторов, оказывающих влияние на активность лекарственных веществ. Натрия лаурилсульфат способствует увеличению резорбции микрокристаллического сульфапиридазина из гидрофильной основы. Показана, способность диметилсульфоксида легко проникать через неповрежденную кожу, транспортировать, депонировать и пролонгировать при этом поступление лекарственных веществ в организм.
Перспективным вспомогательным веществом в технологии мазей, является коллаген. Предполагается, что лекарственное вещество, попадая в "петли" молекул коллагена, образует соединение - включение типа клатратов, обеспечивая тем самым пролонгированное действие.
Вспомогательные вещества должны отвечать основному требованию - раскрыть всю гамму фармакологических свойств препарата, обеспечить оптимальное действие лекарственного вещества. Правильный выбор вспомогательных веществ позволяет снизить концентрацию лекарственного вещества при сохранении терапевтического эффекта [10].
Технологическая схема получения мазей различных типовПроизводство мазей на фармацевтических предприятиях осуществляется в соответствии с техническими регламентами, разработанными на основе научных исследований, и сосредоточено в специальных цехах, оснащенных необходимым оборудованием. Технологический процесс находится под строгим контролем, так как любое отклонение от регламента может привести к снижению к снижению качества выпускаемой продукции.
Технологическая схема производства мазей состоит из следующих стадий:
1. подготовка производства;
2. подготовка основы для мазей и лекарственных веществ;
3. введение лекарственных веществ в основу;
4. гомогенизация;
5. стандартизация;
6. фасовка и упаковка.
На каждой стадии производства осуществляется контроль качества продукции [4].
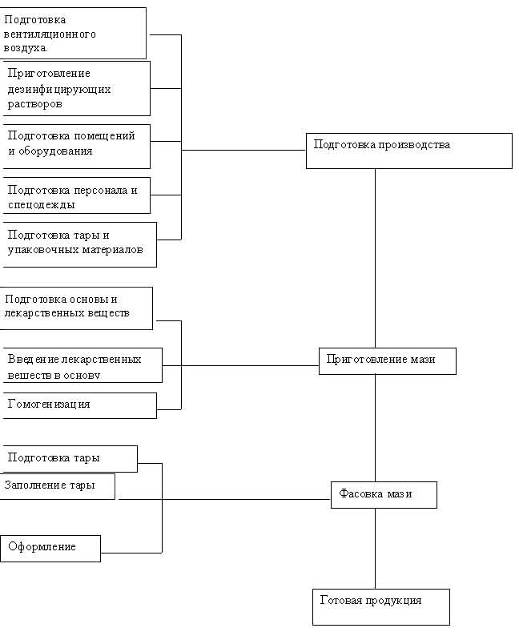
Подготовка производства ведется согласно требованиям GMP и включает в себя подготовку помещения и оборудования, вентиляционного воздуха, персонала, а также тары и укупорочных материалов.
Подготовка основы для мазей. Основу расплавляют в бочке или баке (в шаре) и перемещают в варочный котел. Если основа состоит из несколько компонентов, плавятся начинают с тугоплавких веществ. При необходимости фильтруют основу через холст или марлю. Лекарственное вещество измельчают просеиванием через сито.
Введение лекарственных веществ в основу. Добавление лекарственных веществ к основе осуществляется в 2-вальцовых смесителях или в реакторах с паровой рубашкой или электрическим обогревом, снабженным тремя мощными мешалками: якорной, лопастной, турбинной, обеспечивающие хорошее перемешивание и перетирание компонентов мази.
Гомогенизация мазей необходима, если при перемешивании не удается получить необходимую степень дисперсности лекарственных веществ. Осуществляется в жерновых мельницах либо валковых мазетерках, а также с помощью РПА.
Стандартизация. Мазь стандартизуют в соответствии с требованиями
ГФ XI (ОФС "Мази"), а также соответствующих ЧФС и ФСП.
Фасовка и хранение. Мази фасуют в стеклянные банки, полиэтиленовые и алюминиевые тубы. Упаковка в тубы производится с помощью турбонабивочных автоматов. Хранят мази в прохладном, защищенном от света месте. (7)
Введение лекарственных веществ в мазиВведение лекарственных веществ в основу проводится в зависимости от их физико-химических свойств [5].
мазь аппаратура упаковка стандартизация
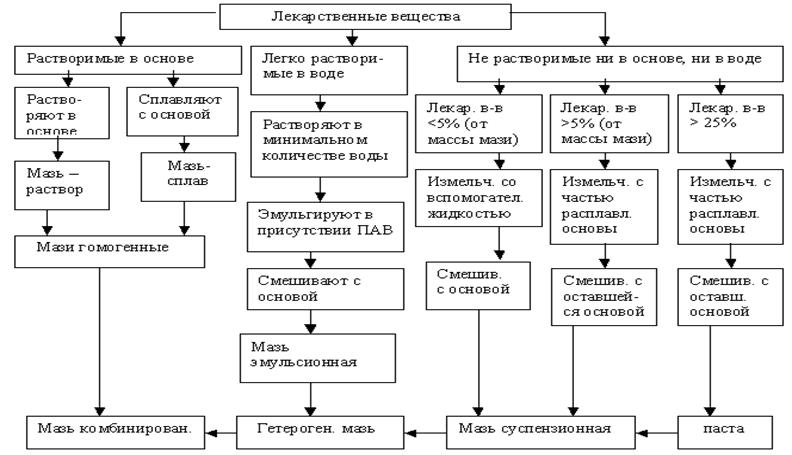
Схема 1. Введение лекарственных веществ в мазевую основу
В зависимости от способа введения лекарственных веществ и характера распределения их в основ мази классифицируются на:
· гомогенные,
· суспензионные,
· эмульсионные,
· комбинированные.
К гомогенным мазям относятся мази-сплавы (сочетание 2-х или нескольких взаиморастворимых компонентов) и мази-растворы (содержащие лекарственные вещества, растворимые в основе). При изготовление мазей расплавляют основу, после чего в полученном расплаве растворяют лекарственные вещества при постоянном перемешивании.
Суспензионные мази, содержат лекарственные вещества, не растворимые в воде и основе, распределяемые в ней по типу суспензии. Лекарственные вещества в мелкоизмельченном состоянии вводят небольшими порциями в расплавленную основу при непрерывно работающей мешалке. Полная гомогенизация достигается пропусканием мази через трехвальцовую мазетерку или через РПА.
Эмульсионные мази характеризуются наличием жидкой дисперсионной фазы, не растворяемой в основе и распределяемой в ней по типу эмульсии (дисперсионная фаза - Н2О2, линетол, глицерин, деготь, жидкость Бурова, а также растворы лекарственных веществ). Для изготовления таких мазей необходимо присутствие эмульгатора, стабилизирующего гетерогенную систему мази. При изготовлении мазей-эмульсий типа м/в эмульгатор растворяют в гидрофобной (лецитин) или водной (мыла одновалентных металлов) фазы. При приготовлении мазей-эмульсий в/м эмульгаторы (воск, ланолин, мыла многовалентных металлов) всегда вводят в гидрофобную фазу. Эмульгирование проводят в смесителях, обеспечивающих необходимую степень дисперсности. Диспергируемую жидкую фазу вводят небольшими порциями и лишь после того, как предыдущая порция будет полностью эмульгирована. Если эмульгируемой жидкости немного, то достаточно тщательного перемешивания непосредственно в реакторе.
Комбинированные мази - наиболее сложные многокомпонентные системы содержащие жидкость и твердый ингредиент, один из которых растворяется в воде, другой в основе, третьи - ни там, ни там. Изготовление суспензионно-эмульсионных и более сложных мазей слагается из следующих стадий:
1) приготовления основы;
2) приготовления водной фазы - раствора лекарственных веществ;
3) эмульгирования;
4) введения твердых лекарственных веществ;
5) гомогенизации. Твердые вещества добавляют к готовой эмульсии в реакторе с мешалкой, не прерывая ее работу. Гомогенизацию лучше проводить на трехвальцовой мазетерке [6].
Аппаратура, используемая в производстве мазейВакуумный реактор. Вакуумный реактор - двутельный (трехслойный) пароварочный (элекрообогреваемый) закрытого типа с двигателем, редуктором, рамной мешалкой предназначен для перемешивания и растворения компонентов вязких продуктов (например, расплавленных мазевых основ). Вакуумный реактор представляет собой вертикальный двутельный сосуд с паровой рубашкой и термоизоляцией. Снабжается перемешивающим устройством с рамной мешалкой. Внутренняя колба варочного котла изготавливается из нержавеющей стали. Наружная - сталь 3, нержавеющая сталь. Предусмотрены различные виды крепления аппарата [12].
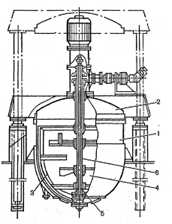
Рис.1 Устройство реактора-смесителя.
1-корпус, 2 - крышка, 3,4,5 - мешалки, 6 - паровая рубашка.
Для расплавления основы и ее транспортировки используются специальные устройства, например, электропанель для плавления мазевых основ. Она представляет собой воронку с фильтром и кожухом, снабженную нагревательным элементом, получающую питание от сети переменного тока. Воронка помещается в емкость с основой и плавит ее.
При необходимости основу фильтруют и по обогреваемому трубопроводу переводят в варочный котел или смеситель [4].
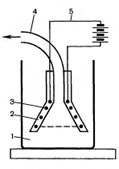
Рис.2 Устройство электропанели для плавления мазевых основ: 1-емкость с мазевой основой, 2 - воронка с фильтром и кожухом, 3 - нагревательные элементы, 4 - шланг для передачи мази в емкость, 5 - источник переменного тока.
Для гомогенизации мазей используются несколько типов аппаратов.
Жерновая мельница имеет два жернова, верхний отлит вместе с загрузочной воронкой, неподвижен, нижний вращается в горизонтальном направлении. На поверхности жерновов имеются бороздки, более глубокие в центре, у краев исчезающие. Мазь гомогенизируется в просвете между жерновами и выдавливается к краям, где с помощью скребка собирается в приемник. Степень дисперсности частиц в мази определяется расстоянием между жерновами. Производительность мельницы 60-80 кг/ч.
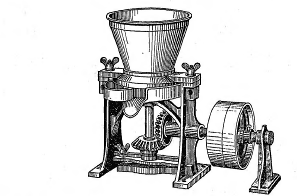
Рис.3 Жерновая мельница
Валковые мазетерки имеют два или три валка с гладкой поверхностью, вращающиеся навстречу друг другу с разной скоростью, что обеспечивает переход мази с вала на вал и увеличивает трение между ними [4].
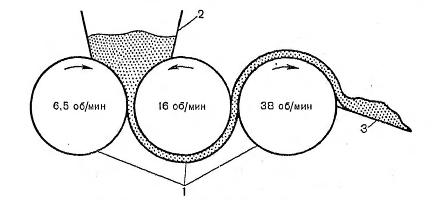
Рис.4 Трехвальцовая мазетерка: 1 - валки, 2 - бункер, 3 - направляющий желоб.
Гомогенизаторы - диспергаторы (производитель завод Прогресс) предназначены для многокомпонентного диспергирования нерастворимых сред с целью получения эмульсий и суспензий, в т. ч. для особо вязких продуктов.
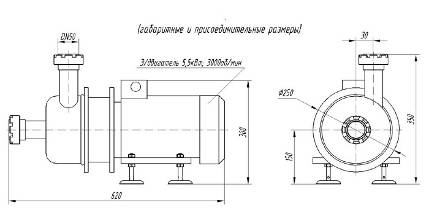
Рис.5 Устройство гомогенизатора-диспергатора
Перекачиваемая гомогенизатором среда подводится к всасывающему патрубку и отводится из напорного патрубка под воздействием подпирающего давления. Крупнозернистые частицы смеси, подлежащие гомогенизации, попадают на крыльчатку агрегата, затем, получив ускорение, попадают на гомогенизирующий узел. В гомогенизирующем узле происходит их раздробление между вращающимся и стационарным калибровочными цилиндрическими ножами ротора и статора. Вращающийся и стационарный калибровочные ножи исполнены в виде колец с отверстиями. Попадающие на гомогенизирующий узел частицы выдавливаются крыльчаткой под воздействием давления, созданного центробежной силой, и проходят через отверстия. Так как частота вращения крыльчатки и одного из колец 3000 об/мин., происходит постепенное срезание (раздробление) подвижной частью кольцевого ножа (каждым отверстием вращающейся части) массы по мере ее продвижения [12].
Гомогенизатор роторно-пульсационный позволяет одновременно производить диспергирование, гомогенизирование и перекачивание продукта с повышением давления на выходе. Специальная конструкция гомогенизатора (две рабочие камеры), специальная геометрия корпуса (с отсутствием “мертвых зон”) и вращающихся рабочих частей обеспечивает высокую производительность. Гомогенизатор обладает высокой производительностью, позволяет получать высокостабильные эмульсии и суспензии, обеспечивает степень гомогенизации 80%, размер частиц до 2 мкм. Может быть встроен в уже существующие линии [12].
Линия для производства стерильных мазей.

Рис.6 Линия для производства стерильных мазей
Линия состоит из плавильного котла (смесителя), гомогенизатора и стерилизатора. Плавильный котел (смеситель) многослойный, с ТЭНами или паровой рубашкой, с многолопастной мешалкой, с фторопластовыми скребками, крышка котла подъёмная, сдвигающаяся с люком на эксцентрике, мешалка и скребки быстросъемные, выгрузка снизу, с преобразователем частоты вращения обеспечивающем скорость вращения от 10 до 200 об/мин, пульт управления. Зачистка швов по GMP. Стерилизатор для приготовления готовой мази многослойный, с термоизоляцией, с рубашкой нагрева паром или ТЭНами, с многолопастной мешалкой, с фторопластовыми скребками, крышка котла с сальниковым уплотнением, скребки быстросъемные, с механизмом подъема, выгрузка снизу, с преобразователем частоты вращения обеспечивающем скорость вращения от 10 до 200 об/мин, манометр, термометр, термопара, штуцера №1,2 со стеклом, штуцера для сброса давления, аварийный штуцер для сброса давления, штуцер с фильтром, для воздуха, для подачи воды, пульт управления. Зачистка швов по GMP, а также фильтр, гомогенизатор, насос НСУ.
Принцип работы: в плавильный котел загружаются (через крышку) компоненты для приготовления мазевой основы. В нем масса нагревается и тщательно перемешивается. Готовая смесь гомогенизируется и через фильтр, который задерживает все механические включения и другие включения, поступает в стерилизатор. В этом аппарате под давлением, при заданной температуре и постоянном перемешивании в течение определенного количества времени происходит стерилизация мази. Готовая масса насосом перекачивается в тубонаполнительную машину [12].
Стандартизация мазей, методики определения основных показателей качестваСтандартизация мазей проводится в соответствии с требованиями ОФС "Мази" (ГФ XI т.2), ЧФС и другой нормативной документации. Стандартизация проводится по следующим показателям:
1. название препарата на русском языке;
2. МНН на русском языке;
3. состав;
4. описание;
5. подлинность;
6. масса содержимого упаковки;
7. рН водного извлечения;
8. размер частиц;
9. посторонние примеси (родственные соединения);
10. микробиологическая чистота;
11. количественное определение;
12. упаковка;
13. маркировка;
14. транспортирование;
15. хранение;
16. срок годности;
17. фармакологическая группа.
Разделы 1-6, 10-17 являются обязательными. Включение основных разделов зависит от природы лекарственного вещества (субстанции).
Определение размера частиц лекарственных веществ в мазях.
Размер частиц лекарственных веществ в мазях определяют на биологическом микроскопе, снабженном окулярным микрометром МОВ-1 при увеличении окуляра 15Х и объектива 8Х. Цену деления окулярного микрометра выверяют по объект - микрометру для проходящего света (ОМП). Пробу мази отбирают, как указано в статье "Отбор проб лекарственных средств", и она должна составлять не менее 5 г. Если концентрация лекарственных веществ в мазях превышает 10 %, то их разбавляют соответствующей основой до содержания около 10 % и перемешивают. При отборе проб следует избегать измельчения частиц.
Методика определения. Из средней пробы мази берут навеску 0,05 г и помещают на необработанную сторону предметного стекла. Другая сторона предметного стекла обработана следующим образом: на середине его алмазом или каким-либо другим абразивным материалом наносят квадрат со стороной около 15 мм и диагоналями. Линии окрашивают с помощью карандаша по стеклу. Предметное стекло помещают на водяную баню до расплавления основы, прибавляют каплю 0,1% раствора судана III для жировых, углеводородных и эмульсионных основ типа вода/масло или 0,15% раствора метиленового синего для гидрофильных и эмульсионных основ типа масло/вода и перемешивают. Пробу накрывают покровным стеклом (24х24 мм), фиксируют его путем слабого надавливания и просматривают в 4 полях зрения сегментов, образованных диагоналями квадрата. Для анализа одного препарата проводят 5 определений средней пробы. В поле зрения микроскопа должны отсутствовать частицы, размер которых превышает нормы, указанные в частных статьях [2].
Реологические свойства мазей и мазевых основ
В соответствии с концепцией реологии, науки о деформации и течении различных тел, к основным реологическим (или структурно-механическим) свойствам мазей относятся: пластичность, эластичность, структурная вязкость, тиксотропность, определение которых может служить эффективным и объективным контролем их качества при производстве и хранении.
Мази относятся к структурированным дисперсным системам, состоящим из двух фаз (твердой и жидкой). Твердые частицы в мазях могут быть представлены как носителями, так и лекарственными субстанциями, иметь очень мелкие размеры, различную форму и образовывать пространственный структурный каркас. Микроструктура одной и той же мази в зависимости от температуры, степени и продолжительности обработки (гомогенизации), скорости охлаждения и других факторов может изменяться. Однако при постоянстве рецептуры, технологического процесса и соблюдении режима хранения можно получить идентичную картину микроструктуры и свойств мази, что может служить показателем ее качества.
Большинство мазей в довольно широком интервале температур ведут себя как упругие тела, которые под влиянием деформирующих (механических) сил обладают обратимой деформацией. При приложении механической силы большей, чем предельная (предел текучести для каждой мази свой), мазь способна непрерывно и необратимо деформироваться или течь. Причем этот предел текучести может проявляться ниже температуры плавления мази. Это явление объясняется увеличением кинетической энергии частиц их структурного каркаса и разрывом связей между частицами под влиянием деформирующих сил. Однако текучесть мазей, как пластических тел, отличается от текучести вязких жидкостей и не подчиняется закону Ньютона. Вязкость мазей может изменяться в широких пределах с изменением условий, в которых происходит течение, а именно: с изменением деформирующей силы (напряжение сдвига), скорости течения (градиент скорости сдвига), температуры, степени гомогенизации и других переменных факторов.
Наиболее важной реологической характеристикой, определяющей свойства дисперсной системы, является вязкость (внутреннее трение). Вязкость - это мера сопротивления при передвижении одного слоя жидкости по отношению к другому под действием внешних сил.
В фармацевтической практике наиболее часто используются дисперсные системы, которые не подчиняются закону Ньютона. Их вязкость при заданных температуре и давлении не остается постоянной и зависит от напряжения сдвига. В этих системах зависимость "напряжение сдвига" от "скорости сдвига" имеет нелинейный характер. Такие системы называют неньютоновскими, или аномальными. При малых скоростях сдвига их структура разрушается и полностью восстанавливается (в этом случае система имеет наибольшую вязкость). С увеличением скорости сдвига разрушение структуры начинает преобладать над восстановлением, и вязкость уменьшается. При больших скоростях сдвига структура полностью разрушается и система начинает течь. Минимальное значение величины напряжения сдвига, необходимое для начала течения системы, называется первым пределом текучести. При дальнейшем увеличении напряжения сдвига наблюдается некоторый период псевдопластического течения (кривая текучести имеет вогнутость), после чего наступает истинное пластичное течение, которое на реограмме представлено прямой линией. К системам с пластичным течением относится большинство мягких лекарственных средств.
Многие мази и высокомолекулярные соединения относят к тиксотропным системам, реологические свойства которых определяются не только скоростью сдвига, но и продолжительностью сдвига. Тиксотропность - это свойство дисперсной системы изменять свою структуру под влиянием механических воздействий и восстанавливать прежнюю структуру после прекращения этого воздействия.
В настоящее время экспериментально определен диапазон основных реологических характеристик (реологические оптимумы консистенции и намазываемости) гидрофильных и липофильных мазей, определяющих их оптимальную консистенцию с потребительской точки зрения. Для оценки консистенции мази строят реограммы ее текучести в диапазоне скоростей сдвига от 1,5 до 1312 с-1 при 20°С (предполагаемая температура хранения мази). Реологический оптимум консистенции в этом диапазоне скоростей сдвига для гидрофильных мазей характеризуется пределом текучести 45-160 Па и эффективной вязкостью 0,34-108 Па · с. Для мазей, имеющих липофильный характер, реологический оптимум консистенции определяется пределом текучести 35-140 Па и эффективной вязкостью 0,32-93,3 Па · с [7].
Упаковка мазейМази расфасовывают с помощью шнековых и поршневых дозирующих машин. Шнековая самодозирующая машина состоит из бака 1, заполняемого мазью, и шнека 2, подающего мазь через кран 3 в мундштук 4. Через определенные промежутки времени кран закрывается и мазь из мундштука выталкивается в банку или тубу. Количество мази регулируется временем закрытия и открытия крана. Машины поршневого (плунжерного) типа аналогичны описанным для фасовки подвижных жидкостей с той разницей, что вместо клапанов в них установлен трехходовой кран. Банки с расфасованной мазью закрывают крышками с подложенными кусочками вощеной или пергаментной бумаги.
Однако наиболее гигиеничным, удобным, гарантирующим мазь от вредных влияний атмосферного воздуха и загрязнения является упаковка в металлических тубах (алюминиевых) или тубах из пластических масс. На тубы могут быть нанесены деления, допускающие дозирование мази. Тубам могут придаваться также насадки из пластмассы с отверстиями на верхушке и на боковой поверхности, облегчающие введение мазей в полости. Для заполнения туб применяются тубонабивочные автоматы [6].
Тубонаполнительные машины фирмы Norden.
Модель Nordenmatic 250 предназначена для наполнения и укупорки пластиковых и ламинатных туб с производительностью до 25 туб в минуту. Подача туб на машину осуществляется вручную, а функции ориентации тубы, наполнения продукта и запайка тубы полностью автоматические. Также до выгрузки готовой тубы автоматически наносится кодировка и обрезаются края шва ламинатных и пластиковых туб. Объемный насос, с хорошо зарекомендовавшей себя точностью дозирования, и запатентованная фирмой Norden система запайки туб горячим воздухом, являются узлами той же комплектации, которая используется и на более скоростных моделях Norden. Работа машины основана на механике, поэтому машина проста в понимании и обслуживании.
Модель Nordenmatic 602 является наиболее экономически эффективной машиной, в стандартную комплектацию которой включено много опциональных устройств. Эргономичный дизайн этой модели делает ее очень удобной и простой в управлении и обслуживании. Модель NM 602 может выполнять следующие специальные функции: двухцветное наполнение, запайка фигурного шва Design-A-Seal®, запайка туб с углублением Scoop Seal® и вырубкой Euroslot. Это свидетельствует о большой гибкости данной модели и о возможности ее использования для наполнения разных продуктов. Точность дозирования существенно превосходит аналогичный показатель по машинам других производителей в данном диапазоне скоростей [9].
Совершенствование технологии и качества мазей в условиях промышленного производства
Основная тенденция развития производства мягких лекарственных форм связана с использованием все более эффективных лекарственных субстанций и создания на их основе комбинированных мазей или мазей, предназначенных для лечения определенных заболеваний, например, для лечения трофических язв, мокнущих и сухих дерматитов, инфицированных ран, осложненных возбудителями аэробной микрофлоры, а также мазей для профилактики некоторых заболеваний. Примером могут быть предложенные за последнее десятилетие гидрофильные мази, которые проявляют многонаправленное действие на инфицированную рану, мази для регуляции деятельности сердечнососудистой системы, мази для профилактики "морской болезни" и т.д. Перспективным, на наш взгляд, является создание самостерилизующихся хирургических ректальных мазей, которые могут обеспечивать высокую локальную концентрацию действующих веществ при различных проктологических заболеваниях.
Варьируя различные сочетания вспомогательных веществ, можно регулировать силу и продолжительность терапевтического действия мази, регулировать биодоступность лекарственных веществ; влиять на их накопление в тканях и на процесс элиминации.
Важным аспектом совершенствования технологии мази является разработка нового, более совершенного оборудования для производства мазей (реакторы-смесители, мешалки, гомогенизаторы, тубонаполнительные машины).
Окончательно не решен вопрос стабильности мазей, несмотря на то что мази более стабильны, чем лекарства с жидкой дисперсной фазой. Использование современных стабилизаторов (загустителей, эмульгаторов и других вспомогательных веществ) может значительно повысить физическую стойкость суспензионных и эмульсионных мазей. Для повышения химической и микробиологической стабильности мазей и мазевых основ перспективным является добавление антиоксидантов и консервантов.
В связи с современными требованиями к уровню микробной контаминации нестерильных лекарств актуальной остается проблема упаковки мазей. Научные достижения последних лет показали, что создание комбинированных материалов (алюминиевой фольга, полимеров, бумаги) объединяет лучшие свойства отдельных материалов, а их использование при упаковке мазей и подобных им продуктов может оказаться очень полезным, так как возможно положительное влияние на стабильность и другие показатели фармацевтической продукции, а также послужить материалом для создания упаковки одноразового использования.
Актуальным направлением является разработка объективных методов оценки потребительских (структурно-механических) и других показателей мазей, их биодоступности [8].
Заключение
Современной промышленностью выпускается большой ассортимент мазей, включающих в качестве активного компонента лекарственные вещества различных фармакологических групп. Мази являются официнальной лекарственной формой, их качество нормируется ОФС "Мази" и ЧФС.
Для производства используется широкий круг вспомогательных веществ (мазевые основы, пролонгаторы, консерванты). Постоянно расширяется номенклатура мазевых основ, проводится их изучении с точки зрения биофармации (изучение влияния мазвой основы на терапевтическую эффективность лекарственного вещества).
Постоянно совершенствуется и аппаратура, используемая в производстве (реакторы-смесители, гомогенизаторы, тубонаполнительные машины), а также разрабатываются новые методики стандартизации и оценки качества мазей с учетом их реологических свойств.
Список литературы
1. Государственная фармакопея СССР - 10-е изд. - М.: Медицина, 1968. - 1065с.
2. Государственная фармакопея СССР: в 2 вып. - 11-е изд. - М.: Медицина, 1989. - Вып.2 Общие методы анализа. Лекарственное растительное сырье. - 400 с.
3. Регистр лекарственных средств России. - М., 2000. - 1375с.
4. Иванова Л.А. Технология лекарственных форм: учебник в 2-х т. / Л.А. Иванова. - М.: Медицина, 1991. - Т.2 - 544с.
5. Кондратьева Т.С. Технология лекарственных форм в 2-х т. / Т.С. Кондратьева. - М.: Медицина, 1991. - Т.1. - 496с.
6. Муравьев И.А. Технология лекарств/ И.А. Муравьев. - М.: Медицина, 1980. - Т.2. - 704 с.
7. Контроль качества и производство мягких лекарственных средств в свете требований Государственной фармакопеи Украины/И.М. Пер - цев [и др.] // Провизор. - 2002. - №8.
8. Чуешов В.И. Промышленная технология лекарств: учебник в 2-х т. / В.И. Чуешов. - Х.: МТК-Книга, 2002. - Т.2. - 560с.
9. http.: // www.geronik.ru
10. http.: // www.pharmspravka.ru
11. http.: // www.wikipedia.org
12. http.: // www.zavprogress.ru